Introduction
Replacing a pressure regulator on an FDA-regulated tubing extrusion line triggers formal validation requirements — this is a process equipment change, not routine maintenance. Under FDA's Quality System Regulation, any device that directly affects product quality must be treated accordingly.
Internal air pressure controls tubing outside diameter during free extrusion. As OLC's technical documentation states, "sizeable diameter variations can be caused by the slightest pressure change during the extrusion of thin-walled products." That relationship makes the regulator a critical process control device.
21 CFR Part 820 — the legacy QSR that governed regulated manufacturers through February 2026 — required validation for any process whose results cannot be fully verified by later inspection. The updated Quality Management System Regulation (QMSR), which took effect in February 2026, carries the same expectation. A pressure regulator on a medical tubing line fits that definition precisely.
This guide walks through the full IQ/OQ/PQ validation sequence, covering:
- What documentation you need before starting
- What each phase requires
- How to set defensible acceptance criteria
- The mistakes most likely to generate Form 483 observations
Key Takeaways
- IQ, OQ, and PQ each require documented protocols with pre-defined acceptance criteria before resuming production
- Acceptance criteria must trace back to your tubing OD and wall thickness specifications — not to general industry benchmarks
- FDA does not mandate three validation runs; justify your run count in the Validation Plan based on process risk
- OQ test parameters include setpoint accuracy, hysteresis, step-response time, and pressure stability under varying flow conditions
- Any post-validation change to the regulator, location, or air supply requires formal change control review
What You Need Before Starting Pressure Regulator Validation
Before a single test is run, validation requires a written Validation Plan. GHTF/SG3/N99-10:2004, the authoritative device-specific guidance on IQ/OQ/PQ, states that manufacturers must determine what to measure, acceptance criteria, sampling approach, and statistical methods before testing begins.
FDA's inspection guidance reinforces this: process validation must be "planned and documented," and acceptance criteria must be predetermined — not selected after reviewing results.
Tools and Documentation Required
Assemble these before writing a single test record:
- Validation Plan/Protocol — defines scope, responsibilities, test methods, and acceptance criteria
- IQ checklist — model/serial confirmation, installation diagram, utility verification
- Manufacturer's specification sheet — for MicroAir units: pressure range, connection type (¼" NPT male), mounting orientation (vertical only), inlet pressure (~50–55 psi), and accuracy specs (±0.2% of full scale for ranges ≤30" of water)
- Calibration certificate — for the new regulator and any reference gauges; must include traceability to NIST standards
- Device History Record or Process Specification for the tubing product being produced
One detail that often trips up IQ documentation involves OLC's MicroAir units. They are factory-calibrated before shipping and designed to require no field recalibration. The relevant QMS question is whether the manufacturer's factory calibration certificate provides sufficient NIST-traceable documentation for your system.
Contact OLC directly to confirm what calibration documentation ships with each unit and whether it satisfies your IQ requirements.
Preconditions and Setup
Before testing begins:
- All other process variables (extruder temperature, haul-off speed, water bath, puller speed) must be held constant so regulator performance can be isolated
- Air supply to the regulator must be at the manufacturer's rated inlet pressure — approximately 50–55 psi for standard MicroAir units; 55–65 psi for multi-channel MultiAir configurations
- Air supply must be confirmed clean and dry; upstream oil or moisture contamination can affect low-pressure performance and confound OQ results
The Three Validation Phases: IQ, OQ, and PQ
The IQ/OQ/PQ structure is the FDA-accepted framework for equipment validation, grounded in 21 CFR 820.75 and GHTF device guidance. Each phase must be completed and approved before the next begins. Running phases without documented protocol approval is a documented trigger for Form 483 observations — as seen in FDA's May 2025 citation of Kabe Labortechnik GmbH for failure to validate a process per 21 CFR 820.75(a).
Installation Qualification (IQ)
IQ verifies the regulator is installed exactly as specified — correct identity, configuration, and installation environment.
Step-by-step:
- Confirm identity — Record model number, serial number, and firmware/version (if applicable) against the Validation Plan. Photograph and attach to the IQ form.
- For MicroAir units: document the specific model (MAI, MAII, MAIV, or multi-channel variant), pressure range ordered, and enclosure type.
- Verify installation — Confirm vertical mounting orientation (mandatory for MicroAir units — damping fluid stability depends on it), ¼" NPT connection, inlet pressure supply reading, and air supply cleanliness. Document the supply pressure reading at time of installation.
- File supporting documentation — Calibration certificate with NIST traceability, manufacturer's spec sheet, CE compliance documentation, and any supplier declarations. Obtain dated QA sign-off before proceeding.

IQ passes when all checklist items are complete with signatures. Any deviation requires documented justification or corrective action before OQ begins.
Operational Qualification (OQ)
OQ verifies the regulator performs correctly across its full operational range, independent of production load.
Measurement requirement: For ultra-low pressure applications (below 1" of water), use a calibrated reference instrument capable of resolving pressure changes of 0.01–0.1" of water. Per 21 CFR 820.72, measuring equipment must be suitable for its intended purpose and capable of producing valid results. A standard shop gauge is not adequate for sub-1" water column work.
Step-by-step:
- Setpoint accuracy test — Test at a minimum of three setpoints spanning the operational range (low, mid, high within the process window). Record actual output at each setpoint using the reference gauge; calculate deviation. Compare against pre-defined acceptance criteria. For MicroAir units, manufacturer specifications state accuracy of ±0.2% of full scale for ranges ≤30" of water.
- Hysteresis test — Approach a setpoint from below, record output; then approach from above and record output. Calculate the difference. There is no FDA-mandated universal hysteresis tolerance for ultra-low pressure regulators — your acceptance criteria must derive from your tubing OD specification and process capability requirements.
- MicroAir units are designed for hysteresis-free operation through a force-balance mechanism with viscostatic damping. Confirm the exact specification with OLC for inclusion in your protocol.
- Step-response test — Rapidly switch between two setpoints, simulating a tubing cut or diameter change event. Record time to stable output. The MicroAir IV specifies response time under 0.1 second (typically 20 milliseconds) for a 50% full-scale step — a documented benchmark suitable for OQ acceptance criteria.
All functional tests must meet pre-defined acceptance criteria before PQ begins. Out-of-range results require investigation and documented corrective action.
Performance Qualification (PQ)
PQ demonstrates consistent pressure maintenance under actual production conditions and confirms that consistency translates to conforming tubing OD.
Step-by-step:
- Production run under normal conditions — Run the extrusion line with the new regulator active at your validated process setpoint. Collect continuous or high-frequency OD measurements (laser gauge or equivalent in-line system) throughout the run. Document all production parameters alongside pressure readings.
- Repeat for a justified number of runs — FDA does not specify a minimum run count. An FDA-hosted clarification of its 2011 Process Validation guidance states explicitly that "there never was a three-run requirement." Your run count must be justified by process knowledge, variability data, and risk assessment documented in the Validation Plan.
- Calculate OD mean, standard deviation, and CPK for each run; compare against product specification limits.
- Simulate worst-case events — Run cuts, spooling transitions, and bump tubing transitions (if applicable). Confirm pressure recovery and OD conformance through each event.
- MicroAir units are designed to maintain pressure during cuts and spooling. Document actual recovery data against acceptance criteria regardless of expected performance.
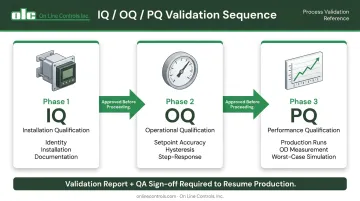
The Validation Report must summarize all three phases and carry dated QA signatures before routine production resumes. Consistent OD conformance across all qualifying runs is the PQ completion standard.
How to Set and Interpret Validation Acceptance Criteria
The single most common reason FDA investigators cite validation failures is not that equipment failed — it is that acceptance criteria were absent, vague, or defined after reviewing test results. The enforceable standard in legacy 21 CFR 820.75 uses the phrase "predetermined specifications." That word is not incidental.
Defining Criteria Before Testing
Acceptance criteria must be written into the approved Validation Protocol before any testing begins and must trace back to your product specification: the tubing OD tolerance, wall thickness range, or dimensional CPK floor defined in your Device History Record.
There are no FDA-mandated numeric benchmarks for pressure setpoint accuracy, hysteresis, response time, or CPK specific to sub-1" water column tubing regulators. You derive your criteria from:
- Your tubing product specification (OD tolerance in mm or inches)
- Your process capability target (minimum acceptable CPK)
- Regulator manufacturer performance data (OLC's published accuracy and repeatability specs)
- Risk-based engineering rationale documented in the Validation Plan
Interpreting Results
| Result Type | Interpretation | Required Action |
|---|---|---|
| All parameters within criteria | Equipment qualified | Add to Approved Equipment List; issue Validation Report |
| Single point in pre-defined caution zone | Minor deviation | Document, assess product risk, close with engineering justification |
| Persistent drift, high hysteresis, or OD CPK below floor | Validation failure | Formal deviation, root cause analysis, repair/replace before repeating affected phase |
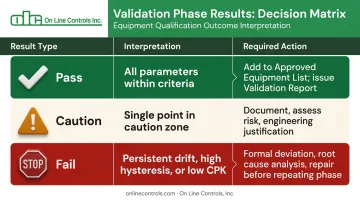
Two distinctions matter when acting on results:
- Minor deviation: Not an excuse to re-test until you get a passing result — it requires documented disposition and a risk assessment.
- Clear failure: Does not automatically trigger revalidation. Conduct root cause investigation first, then determine which phase or phases must be repeated.
Common Validation Mistakes That Lead to FDA Citations
Three patterns account for the majority of process validation findings on FDA-regulated tubing lines.
Treating Documentation as the Goal
FDA investigators assess whether test methods and acceptance criteria are technically sound, not just whether forms are signed. A protocol that tests setpoint accuracy with an instrument whose resolution is inadequate for the pressure range in use is a technical failure, regardless of how complete the paperwork looks.
Testing Only at Nominal Setpoints During OQ
Testing only at the mid-range setpoint leaves the process unvalidated for its full operating range. If operators later adjust the setpoint within what they believe is an acceptable window, they may be operating outside validated conditions. OQ must span the full process window — low, nominal, and high — to demonstrate the regulator performs across its entire operational range.
The Change Control Trap
This is where well-executed validations get undermined. Repositioning the regulator, replacing the air supply line, or swapping in a "like-for-like" component without a formal change control evaluation can invalidate prior work.
Under 21 CFR 820.70(b), changes to a process must be verified or validated before implementation. "Like-for-like" is an engineering assessment conclusion, not a reason to bypass change control.
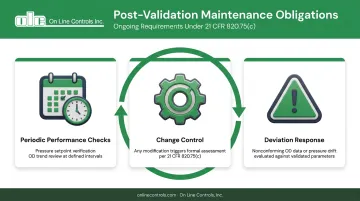
Maintaining Validation Status After Installation
Achieving validation doesn't close the file — it opens an ongoing obligation. Maintaining that status requires three active mechanisms:
- Periodic performance checks — defined intervals for pressure setpoint verification and trend review of in-process OD data
- Change control — any modification to the regulator, its installation, the air supply, or adjacent process setup triggers a formal change control assessment per 21 CFR 820.75(c); the assessment determines whether requalification is required
- Deviation response — nonconforming OD data, pressure drift, or maintenance events must be evaluated against validated parameters and documented
For regulators with documented long-term stability, the ongoing monitoring burden can be low. MicroAir units carry a 10–20 year operational life expectancy and are designed to require no recalibration. OLC's published stability specification of <±0.1% for ranges ≤30" of water supports a reduced monitoring interval argument in your quality plan.
That argument still needs to be formally documented. A reduced-frequency justification that lives only in a verbal understanding won't survive an FDA audit — it needs to appear in your quality plan with supporting data attached.
Contact OLC at 978-562-5353 or olc@onlinecontrols.com to request supporting product performance data: lifespan specifications, stability data, and application documentation suitable for inclusion in your monitoring interval justification.
Conclusion
Validating a new pressure regulator on an FDA-regulated tubing line follows the same IQ/OQ/PQ structure used for all critical process equipment. What differs is the measurement precision required: sub-1" water column regulators demand calibrated instrumentation capable of resolving 0.01–0.1" of water, and acceptance criteria must trace to actual tubing OD tolerances rather than generic industry benchmarks.
The process holds together when three conditions are met:
- The Validation Plan is written before testing starts
- Acceptance criteria tie directly to product specifications
- Deviations are documented and closed out rigorously at every phase — not papered over with additional runs
Shorter IQ documentation, lower OQ variability, and a more defensible validation package all follow from one upstream decision: choosing a regulator with published, traceable accuracy, repeatability, and response-time specifications. OLC's MicroAir regulators ship with that data, so your team spends less time generating it and more time validating against it.
Frequently Asked Questions
What is the FDA validation requirement for pressure regulators?
Under 21 CFR Part 820 and FDA's process validation framework, manufacturers must validate any process equipment — including pressure regulators — when process results cannot be fully verified by later inspection. This requires documented protocols with predetermined acceptance criteria, completed before production resumes.
Does FDA require exactly three validation batches?
No. FDA guidance clarifies there "never was a three-run requirement." The number of qualifying runs must be justified based on process knowledge, variability, and risk — with that rationale documented in the Validation Plan before PQ begins.
What is IQ, OQ, and PQ for a pressure regulator?
These are the three qualification phases: IQ verifies correct installation per specification; OQ confirms performance within spec across the full operating range; PQ demonstrates consistent performance under real production conditions with conforming tubing OD output.
What pressure parameters need to be tested during OQ?
Key OQ parameters include setpoint accuracy, hysteresis across the operational range, step-response time, and pressure stability under varying flow conditions. Each must be evaluated against acceptance criteria tied directly to your tubing OD specification, not borrowed from generic benchmarks.
When does a pressure regulator need to be revalidated?
Requalification is required when a formal change control assessment determines that a modification to the regulator, its mounting, the air supply, or the process setup could affect validated performance. Routine operation with no changes calls for ongoing monitoring, not full revalidation.
What documentation does FDA expect for pressure regulator validation?
FDA expects a complete documentation package, including:
- Validation Plan with predetermined acceptance criteria
- Completed IQ/OQ/PQ protocols with test data and QA signatures
- Validation Report summarizing all three phases
- Deviation records with dispositions
- Regulator calibration certificate and manufacturer specification sheet


