The stakes are not abstract. Medical tubing tolerance windows can run as tight as ±0.001–0.002 inches. When pressure drifts outside its narrow operating band, the consequences extend well beyond a quarantined spool: they touch scrap budgets, production throughput, quality systems, and FDA compliance under the Quality Management System Regulation (QMSR), which became effective February 2, 2026.
This article quantifies what pressure inconsistency actually costs across five categories, identifies which operations face the greatest exposure, and explains what separates lines that control it from those that don't.
Key Takeaways
- Pressure inconsistency in free extrusion directly causes wall thickness variation, diameter drift, and surface defects that trigger downstream quality and compliance failures.
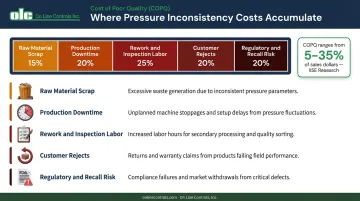
- The true cost spans five areas: raw material scrap, production downtime, rework and inspection labor, customer rejects, and regulatory risk.
- The cost accumulates invisibly — it rarely appears as "pressure problem" on any production report.
- The fix is stable, ultra-low pressure regulation that holds set pressure through cuts, spooling, and line speed changes — no complex process redesign required.
How Pressure Inconsistency Damages Medical Tubing Quality
The Mechanics of Free Extrusion
Once molten tube exits the die, internal air pressure is the only force maintaining the inner lumen profile before the tubing reaches the sizing and cooling zone. There is no tooling contact, no vacuum sleeve, no mechanical support — just air pressure holding the geometry that will become the finished inner diameter and wall thickness.
This makes internal air pressure the single most sensitive process variable for ID and wall thickness control in free extrusion. The OLC documentation describes it directly: "sizeable diameter variations can be caused by the slightest pressure change during the extrusion of thin-walled products." Because any deviation occurs upstream of downstream measurement, laser gauges and OD monitors can only detect the damage after it has already propagated through the product.
What Happens When Pressure Fluctuates
Two failure modes emerge from unstable internal air pressure, and neither announces itself visibly on the line:
- Pressure spikes (common during cuts, spooling transitions, or line speed changes) cause sudden lumen expansion — oversized ID, on-spec OD. Product passes visual inspection and OD laser gauging, then fails assembly fit tests, connector engagement, or guidewire insertion downstream.
- Pressure drops (from slow leaks, regulator hysteresis, or flow demand changes) cause lumen collapse or wall thinning. Tubing measures within OD specification while failing burst pressure, flow rate, or minimum wall requirements.
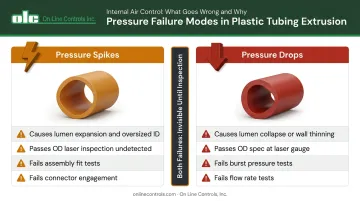
Both failure modes are invisible until product reaches inspection — or the customer. That detection gap is what makes pressure stability in the free zone a quality-critical requirement, not just a process preference.
Multilumen and Microbore Sensitivity
For multilumen tubing and microbore catheters, the sensitivity compounds significantly. Each lumen requires its own independently stable pressure supply. Cross-lumen pressure interaction from an unstable regulator (where a disturbance on one channel bleeds into adjacent channels) can produce asymmetric lumen geometry that renders an entire lot non-conforming.
The tolerance targets in this category leave almost no margin for variation:
- OD tolerances for catheter delivery tubing: ±2% for rigid tubes, ±3% for flexible tubes (per MD+DI)
- Wall thickness targets for microbore catheter jackets: 150 µm or less, per peer-reviewed research
- At these dimensions, even minor pressure variation produces structurally meaningful deviation
The Real Cost Breakdown: What Pressure Inconsistency Actually Costs
The cost of pressure inconsistency is not a single line item. It accumulates across five categories, often invisibly, and rarely surfaces as a "pressure problem" on any production report.
Scrap and Material Waste
Pressure-driven dimensional variation is a direct driver of scrap. When tubing runs outside tolerance, entire spools may be quarantined and written off. For specialty medical polymers like PEBAX, nylon 12, and PTFE, material costs represent a substantial share of total product cost — so scrap isn't just waste, it's expensive waste.
The math compounds fast: multiply linear footage per shift by material cost per foot, then apply a 5–10% scrap rate increase. On long continuous runs, that becomes a meaningful line item — every shift.
Industry consultant Larry Alpert, formerly President of Biomerics Advanced Extrusion, frames it plainly: "I've seen instances where someone will spend over half a million dollars on an extrusion line, but balk at a $5K/10K/$20K investment for the air controls. Not paying the money up front will eventually show up under COGs until the time is spent analyzing the self-induced problem."
Production Downtime and Line Speed Losses
Pressure instability forces operators to reduce line speed to "safe" levels. When pressure cannot be trusted to hold at set point, operators compensate by:
- Slowing the line to reduce the impact of pressure events
- Running product deliberately thick to guarantee minimum spec compliance
- Widening process windows to absorb pressure drift without triggering rejection
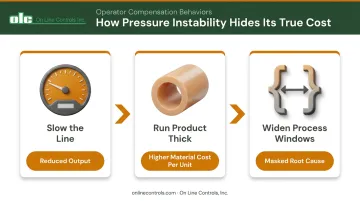
Each of these adjustments reduces output and increases material cost per unit. Critically, this throughput sacrifice is almost never recorded as pressure-related downtime. It appears on production reports as "process optimization" — masking the true cause from management analysis.
Industry experience consistently shows that tight-tolerance medical tubing lines with precision pressure control run significantly faster — in some cases at twice the throughput — compared to lines without it. That gap in output capacity is a real cost, even when no alarm ever fires.
Rework, Inspection, and Sorting Labor
Pressure-inconsistent runs trigger increased inspection protocols that consume significant labor hours:
- Operators increase sampling frequency to catch dimensional drift
- Quality teams conduct enhanced inspection on suspect spools
- Out-of-spec product must be sorted, relabeled, or scrapped
- Documentation burden increases for each non-conforming event
On a cleanroom medical tubing line, that labor carries a cost premium well above standard manufacturing floor rates. And because these inspection hours are logged against the product, not against "pressure control failure," the root cause connection is rarely visible in cost reporting.
Customer Rejects and Relationship Costs
When pressure-inconsistent tubing reaches the customer, the financial exposure escalates sharply:
- Assembly line rejects when tubing ID/OD doesn't mate with connectors or fittings
- Component incompatibility failures in end-use device testing
- Performance failures in burst, flow rate, or guidewire advancement testing
In medical device supply chains, a single dimensional reject event can trigger a corrective action request (CAR), supplier qualification review, or volume reduction decision. These downstream consequences typically dwarf the value of the original shipment — and a qualification review triggered by one pressure-related lot failure can take months to resolve.
Regulatory and Recall Risk
FDA-regulated medical device tubing must meet validated dimensional specifications. Under the QMSR final rule (effective February 2, 2026, incorporating ISO 13485:2016 into 21 CFR Part 820), process deviations affecting critical dimensions carry formal documentation requirements:
- Non-conformance reports and CAPA obligations
- Potential process revalidation if deviations exceed defined limits
The FDA recall database includes a Class 1 recall for Shiley adult flexible tracheostomy tubes where a manufacturing error caused connectors to have a less-than-specified diameter, resulting in an unsecured connection. Trade sources also report an urgent recall for Smiths Medical endotracheal tubes in sizes 2.0 through 3.5 mm where device diameter was found to be smaller than expected. Both events illustrate where dimensional drift — of the type that pressure inconsistency produces — can ultimately lead.
Factors That Determine How Much Pressure Inconsistency Costs You
Not all lines are equally exposed. The severity of the financial impact depends on three operational variables:
Tubing Application and Tolerance Tightness
Catheter and microbore tubing running ±0.001–0.002 inch tolerances are far more sensitive to pressure drift than general-purpose irrigation tubing. A wall thickness deviation acceptable in one application may be a critical non-conformance in a vascular catheter. Lines running tighter specifications pay a higher price when pressure wanders.
Production Volume and Run Length
Pressure inconsistency costs scale directly with output. A short 50-foot run generates limited scrap exposure. A continuous 24-hour catheter run, by contrast, generates thousands of feet before an inspection trigger fires — meaning sustained pressure drift can contaminate a large percentage of a production lot before anyone catches it.
Regulator Design and Response Time
Regulators with hysteresis — where set pressure differs depending on whether pressure is rising or falling — never truly hold a stable set point. Every line speed change, every cut, every spool transition triggers a pressure perturbation that a hysteretic regulator cannot correct in time. Lines running standard industrial regulators on ultra-low pressure applications face the highest scrap and rework exposure of all three variables.
Together, these factors determine whether pressure inconsistency is a minor nuisance or a significant production cost on your line.
Controlled vs. Uncontrolled Pressure: What Changes on the Line
The Controlled-Pressure Experience
On a line running with stable, ultra-low pressure regulation, operators set pressure once. The regulator holds it through cuts, spooling, and line speed changes without manual adjustment. Diameter remains within tolerance, inspection sampling follows normal protocol, and the line runs at full designed speed.
OLC's MicroAir regulators achieve this through a force-balance design: the relief valve stem hangs vertically on a balance spring, literally floating on a cushion of air, which makes friction negligible and produces hysteresis-free output pressure as input pressure or flow changes. Viscostatic damping ensures stability without the output air ever contacting the damping fluid.
Key performance specs that make this practical on a medical tubing line:
- Responds to a 50% full-scale step change in less than 0.1 second (typically 20 ms) — fast enough to absorb a sudden pressure demand during a cut before dimensional deviation propagates
- Regulates reliably below 1 inch of water column, with stability of less than ±0.1% for ranges of 30 inches of water and below
- Available in dual, 3-channel, and 4-channel MultiAir configurations for multilumen applications requiring independently regulated pressure per lumen

The Uncontrolled-Pressure Experience
Without precision pressure regulation, the line runs in a reactive mode. Operators constantly adjust settings to chase diameter. Periodic spool quarantines become normal production overhead. Speed stays below maximum to limit pressure event damage, and elevated inspection frequency becomes a compensating habit rather than a genuine quality improvement.
| Dimension | Controlled Pressure | Uncontrolled Pressure |
|---|---|---|
| OD/ID consistency | Stable, within tolerance | Drifting, cycling with line events |
| Operator intervention | Set-and-hold | Constant manual adjustment |
| Defect rate | Stable and low | Variable and elevated |
Standard industrial regulators — designed for PSI-range applications — cannot meet the requirements of free extrusion on medical-grade tolerances. They exhibit hysteresis and cannot respond instantaneously to the micro-flow changes that occur during cutting and spooling.
What Most Manufacturers Underestimate About Pressure-Related Costs
The Invisible Operator Overhead
When pressure inconsistency is chronic, experienced operators develop compensating habits: running product thick, slowing line speed preemptively, increasing sampling frequency. These habits mask the root cause from management reporting. The cost of pressure inconsistency never appears on a defect Pareto chart because it has been embedded into standard operating procedure as accepted overhead.
If your operators are "chasing diameter" on every shift, pressure inconsistency is likely your largest untracked cost — it just isn't showing up in the reports.
The Revalidation Cost Multiplier
For FDA-regulated medical tubing, any process deviation affecting a critical dimension may trigger a revalidation requirement under the QMSR/21 CFR Part 820 framework. When pressure inconsistency causes a dimensional shift captured in a corrective action, revalidation costs compound quickly:
- Engineering time to investigate and document the deviation
- Production trial material consumed during process requalification
- Quality system updates and CAPA documentation
- Regulatory filing overhead if the change affects a submission
This cost is almost never attributed back to the original pressure control failure.
The COPQ Connection
Pressure-related scrap, rework, and inspection costs accumulate into the Cost of Poor Quality (COPQ). Research published by IISE shows that COPQ in manufacturing operations runs between 5% and 35% of the sales dollar. For operations with uncontrolled process variables — pressure inconsistency being one of the most common in extrusion — the upper end of that range is where costs tend to land.
Conclusion
Pressure inconsistency on a medical tubing extrusion line is not a minor process nuisance. It simultaneously increases material waste, reduces throughput, elevates quality system burden, exposes the operation to customer and regulatory risk, and embeds hidden labor costs that rarely surface in production reporting.
OLC's MicroAir regulators — purpose-built for ultra-low pressure, hysteresis-free operation with a 10–20+ year service life and no recalibration requirement — represent a fraction of the annual cost of running with pressure inconsistency. The more useful question isn't whether precision pressure control is worth it. It's what the current regulator costs the line every shift it runs.
Frequently Asked Questions
What level of internal air pressure variation is acceptable in medical tubing free extrusion?
For precision medical tubing, internal air pressure must be held within fractions of an inch of water column. Any variation that produces measurable wall thickness or ID deviation outside validated tolerance windows is unacceptable — tolerance windows for catheter-grade tubing can run as tight as ±0.001–0.002 inches, leaving almost no margin for pressure drift.
How does internal air pressure affect the outer diameter of extruded tubing?
In free extrusion, internal air pressure sets the inner diameter and wall thickness distribution, which directly determines the outer diameter. Even though laser gauges measure OD, pressure is the upstream control variable — meaning OD drift is often a pressure problem in disguise.
What are the most common signs that pressure inconsistency is causing quality problems on a line?
Watch for operators frequently adjusting settings to "chase" diameter, rising spool rejection rates, dimensional data that shows cycling patterns correlating with cut or speed-change events, and increased inspection frequency that has become routine rather than reactive.
Can pressure inconsistency during medical tubing extrusion trigger FDA regulatory action?
Yes. If pressure-driven dimensional deviation affects a critical dimension defined in a validated process, it can trigger non-conformance documentation, CAPA requirements, and process revalidation obligations under the QMSR (21 CFR Part 820, effective February 2026). In severe cases, product recalls have resulted.
Why can't standard industrial pressure regulators be used on medical tubing extrusion lines?
Standard regulators are designed for PSI-range applications and exhibit hysteresis — meaning they cannot hold a stable set point below 1 inch of water column or respond instantly to micro-flow changes during cutting and spooling. On a medical tubing line, that response lag translates directly into dimensional variation.
How long does it take to see cost savings after upgrading to a precision ultra-low pressure regulator?
Dimensional consistency improvements and reduced scrap are typically visible within the first production runs after installation. Payback period depends on output volume and how severe the prior pressure inconsistency was — higher-volume lines running tight-tolerance product generally see the fastest return.