MD+DI reports that some medical tube applications require tolerances as tight as ±0.0005 inches. At that level, a worn regulator or a slipping haul-off belt isn't a minor annoyance — it's a rejected run.
This post covers the four most common root causes of OD variation in free-extruded plastic tubing, what happens when you leave them alone, and the specific steps to fix each one fast.
Key Takeaways
- OD variation traces to air pressure instability, haul-off speed inconsistency, melt temperature changes, or die tooling issues — and these causes frequently combine
- Internal air pressure is the most sensitive control variable; precision applications can operate at 0.5 inches of water where standard regulators fail
- Fix one root cause at a time — adjusting multiple parameters simultaneously makes diagnosis slower, not faster
- Early warning signs appear before product goes out of spec; catching them prevents scrap
- Long-term control depends on documented baselines, consistent inspection routines, and hardware matched to your pressure range
Common Causes of OD Variation in Plastic Tubing Extrusion
OD variation shows up in three distinct patterns, and the pattern tells you where to look:
| Pattern | Likely Root Cause |
|---|---|
| Cyclic oscillation (repeating rhythm) | Screw surging, air pressure instability |
| Slow directional drift over a shift | Melt temperature creep, gradual air leak |
| Abrupt step change | Manual intervention, tooling shift, drive fault |
| Asymmetric OD (one side larger) | Die misalignment or tooling wear |
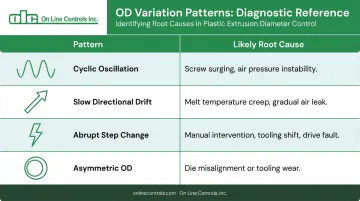
Once you identify the pattern, you can trace it to one of four root causes. In free extrusion, the tube exits the die unsupported: internal air pressure holds the tube open, haul-off speed controls draw-down, and melt output determines material volume. According to OLC's technical documentation, operators must manage air pressure together with line speed and screw or haul-off conditions — OD control is inherently multi-variable, not a single-lever problem.
Internal Air Pressure Instability
The tube wall expands or contracts in direct proportion to internal air pressure. Any fluctuation — even fractions of an inch of water — translates immediately to OD deviation.
Precision free-extruded tubing can operate at internal pressures as low as 0.5 inches of water, with most medical tubing running in the 0–30 inches of water range. Standard industrial regulators aren't designed for this territory.
Below 1 PSI, they lose precision and exhibit significant hysteresis — meaning pressure output differs depending on whether you're adjusting up or down.
What causes this instability:
- Regulator wear causing hysteresis (valve output lags setpoint changes)
- Air supply contamination scoring valve seats
- Leaks between the regulator outlet and die inlet
- Using a standard plant-air regulator that cannot hold stable output at ultra-low pressures
Standard regulators can't solve this — the pressure range demands purpose-built hardware. OLC's MicroAir regulators are engineered specifically for sub-1-inch-of-water operation, with hysteresis-free output achieved through a voice-coil design where the relief valve floats on a cushion of air with negligible friction. The MicroAir IV responds to a 50% full-scale step change in under 0.1 seconds — approximately 20 milliseconds typical.
Haul-Off Speed Variation
Haul-off speed and OD have a direct, continuous relationship. Faster pull = thinner tube. Slower pull = larger OD. Even small speed errors compound quickly because the die is producing material at a constant rate.
As MD+DI notes, laser and ultrasonic dimensional measurement systems maintain tubing dimensions by controlling haul-off speed — speed precision is a primary OD control mechanism.
Typical sources of speed variation:
- Belt wear or tension loss causing slip under load
- Encoder feedback errors on digital drives
- Undocumented manual speed adjustments during setup
- Drive load surges changing actual pull speed without setpoint change
Melt Temperature and Viscosity Inconsistency
Melt viscosity determines how the polymer flows through the die and how it holds shape immediately after exit. If viscosity varies, OD shifts even when air pressure and haul-off are perfectly stable.
Plastics Technology reported in 2024 that the most common root cause of flow surging in single-screw extruders is poor solids conveying caused by improper temperature settings or controls — not screw wear, as commonly assumed.
Common triggering conditions:
- Incorrect barrel temperature zone setpoints
- Heater band failure shifting the temperature profile
- Hygroscopic resins processed without adequate drying (Arkema specifies PA11 granules must be below 0.1% moisture to prevent wall defects)
- Inconsistent blend ratios in compounded material
Die and Tooling Issues
Misaligned or contaminated tooling creates uneven polymer flow that produces asymmetric OD — one side of the tube outside spec while the other reads correctly. This type of variation cannot be corrected by adjusting air pressure alone; the root cause is mechanical.
Four conditions account for most tooling-related OD asymmetry:
- Polymer degradation or buildup on the die tip or land
- Mechanical wear on the tip or mandrel
- Die tip not re-centered after cleaning or maintenance
- Running a polymer outside the die's intended viscosity range
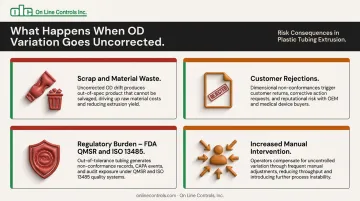
What Happens When OD Variation Goes Uncorrected
Uncorrected OD variation creates compounding problems at production speed:
- Scrap and material waste — dimensional non-conformances pull product off-spec before operators can intervene
- Customer rejections — for medical tubing and catheter applications, brief OD drift can render an entire production run unusable
- Regulatory burden — under FDA's QMSR framework (effective February 2, 2026) and ISO 13485:2016, OD non-conformances require investigation, corrective action documentation, and may trigger audit findings
- Increased manual intervention — operators who make repeated uncoordinated adjustments typically make OD instability worse, not better
These consequences are avoidable when you catch instability before it escalates. The following warning signs appear before product goes fully out of spec — catching them early gives you room to correct before product goes to scrap.
Warning Signs You're About to Lose OD Control
- Gauge oscillation matching screw RPM — a repeating diameter pattern synchronized to screw rotation points to surging from poor solids conveying or unstable barrel temperatures; act before it becomes severe
- Pressure gauge needle drifting or hunting without input — spontaneous pressure movement indicates regulator wear, seat leakage, or air supply contamination, and this condition worsens under continuous production load
- OD trending consistently in one direction over a shift — slow directional drift without corresponding process changes usually means melt temperature creep, gradual haul-off speed creep, or a developing air leak; identify the direction and correlate process data before adjusting, since each cause requires a different fix
How to Fix OD Variation Fast
Identify the root cause category before touching any controls. Adjusting air pressure, haul-off speed, and temperature at the same time makes diagnosis impossible — you won't know which change resolved the problem, or whether any of them did.
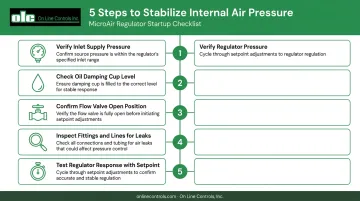
Stabilize the Internal Air Pressure System
Start here when OD oscillations appear on the gauge or when gauge readings don't match product dimensions. Work through the regulator checks in order:
- Verify inlet supply pressure — MicroAir units require 50 PSI inlet (MultiAir units: 55–65 PSI); install a pre-regulator if plant air exceeds this
- Check the oil damping cup — correct level is 7/8 full with the flapper valve immersed; low oil directly causes hunting behavior
- Confirm the Flow Valve is open (counter-clockwise) and set to the correct number of turns for your range
- Inspect all fittings and lines from regulator to die for leaks using soapy water
- Test regulator response with small setpoint changes — the MicroAir IV should stabilize in under 0.1 seconds; sluggish response points to component wear
If problems recur after these checks, consider whether the regulator has reached end of service life. MicroAir units with serial numbers below 7000 are not repairable — 20 years of use exhausts the internal body regardless of external condition. Units less than 10 years old can typically be serviced in one day.
Audit and Correct Haul-Off Speed
Once air pressure is confirmed stable, an erratic haul-off becomes the next likely culprit — particularly when diameter trend direction shifts without any process adjustment, or when OD variation tracks audible changes in haul-off noise or load.
- Verify actual drive speed against setpoint using a tachometer or encoder readout
- Inspect belt tension and condition; check for slip under load
- Confirm no undocumented manual speed adjustments have been made
- Review drive load history for unexplained surges
A mechanically stable haul-off eliminates draw-down variation and lets air pressure adjustments do their job. OLC's MicroAir holds diameter through pressure alone — but that only works when pull speed isn't drifting underneath it.
Correct Melt Temperature Profile and Material Consistency
Gradual OD drift over a full shift — without matching changes in air pressure or haul-off — usually traces back to the extruder itself. Check the melt pressure gauge first: surging synchronized to the OD oscillation pattern confirms this is the source.
- Review barrel temperature zone setpoints against the resin supplier's processing window
- Verify all heater bands are functional and thermocouple readings are stable
- Confirm hygroscopic materials have been dried to spec — use the specific resin supplier's guidance, not generic tables
- Verify blend ratios are consistent if running compounded material
- Check melt pressure for cyclical surging that correlates with the OD oscillation pattern
Inspect and Reset Die Tooling
Circumferential asymmetry — one side of the tube consistently running larger — points directly to tooling or alignment, not pressure. This is also the first thing to check after any extended shutdown or die cleaning where OD control hasn't fully recovered.
- Measure OD at multiple circumferential positions to confirm asymmetry
- Inspect the die land and tip for polymer buildup or scoring
- If contamination is present, purge with appropriate purge compound; if purging doesn't clear it, perform a full tip-and-die clean
- Re-center tooling using the manufacturer's alignment procedure after any cleaning
MicroAir pressure regulation controls diameter through air management. It does not compensate for mechanical die misalignment — that correction has to happen at the tooling itself.
Tips for Long-Term OD Stability
Document baselines while the line is running well. Record OD, wall thickness, air pressure setpoint, haul-off speed, and barrel temperatures for each product. During troubleshooting, deviation from baseline is the fastest route to root cause — without a baseline, you're estimating.
Build inspection routines around the equipment, not the calendar. For air pressure systems, key checks include:
- Inlet pressure verification
- Oil damping level (7/8 full)
- Leak inspection at all fittings
- Regulator response test after any maintenance event or OD non-conformance
MicroAir units are factory-set before shipping and do not require recalibration during their operational life. For ISO 13485-regulated medical tubing operations, document performance verification using the unit's pressure meter readings.
MicroAir units maintain stability of <±0.5% for 30 inches of water and below, with pressure repeatability of ±0.2% of full scale for low ranges. These figures support audit documentation without requiring periodic recalibration.

Define operator adjustment limits. Restrict the range of pressure and speed changes operators can make without supervisor approval. Uncoordinated manual adjustments are a primary driver of instability — manageable OD drift becomes a scrapped run when multiple people change different parameters in sequence without documentation.
Use diameter measurement data proactively. Log OD trends by shift, not just flag out-of-spec events. Gradual drift patterns that span multiple shifts often surface before product fails inspection — giving you time to correct course rather than react to scrap.
Conclusion
OD variation in plastic tubing extrusion has identifiable causes, and each has a targeted fix. Internal air pressure instability, haul-off speed variation, melt inconsistency, and tooling issues — isolate which one is active, apply the corresponding correction, and confirm it's resolved before touching anything else.
Lines that hold consistent OD over months and years share a few common traits:
- Precision control hardware — such as ultra-low pressure regulators — matched to the actual pressure range the process requires
- Documented baselines that make deviations visible fast
- Operators who know the troubleshooting sequence before a problem escalates
That combination reduces scrap, protects customer quality, and lowers total cost per run without shutting down the line every time something drifts.
Frequently Asked Questions
What causes OD variation in plastic tubing extrusion?
OD variation typically traces to internal air pressure instability, inconsistent haul-off speed, melt temperature or viscosity changes, or die tooling issues. The pattern of variation — cyclic, drifting, or asymmetric — usually points to the specific root cause before product goes fully out of spec.
How does internal air pressure affect tubing outside diameter?
In free extrusion, internal air pressure is the primary support mechanism holding the tube's OD after it exits the die. Increasing pressure expands the OD; decreasing pressure allows it to collapse. Even small fluctuations — fractions of an inch of water — produce measurable dimensional deviation at production speed.
How can I tell if OD variation is coming from air pressure or haul-off speed?
Air pressure-related variation typically shows as oscillation that matches gauge needle movement or pressure events like cuts and restarts. Haul-off-related variation correlates with drive load changes, audible belt slip, or speed readout deviations. Hold one variable constant while observing the other to isolate the source quickly.
Can a worn extruder screw cause OD variation in tubing?
A worn or poorly calibrated screw can cause surging — cyclical variation in melt output volume — which drives OD pulsing. The pattern is usually repetitive and synchronized to screw RPM, and it typically appears alongside melt pressure gauge oscillations at the same frequency.
What is the correct air pressure range for free extrusion of plastic tubing?
Internal air support is measured in inches of water, not plant-air PSI — most medical tubing runs in the 0–30 inches of water range, with precision applications operating below 0.5 inches. Standard industrial regulators are not suitable here; they lose precision and exhibit significant hysteresis well before reaching 1 PSI.
How often should air pressure regulators be inspected on a tubing extrusion line?
For active production lines, weekly verification of inlet pressure, oil damping level, and fittings integrity is a practical baseline. Run a response test after any maintenance event or recurring OD non-conformance. MicroAir units require no recalibration, but ISO 13485-regulated operations should document performance checks to support audit requirements.