Free extrusion offers a solution by using ultra-low air pressure to control tubing dimensions without external mechanical constraints. This process is particularly critical for medical catheter manufacturers, IV tubing producers, and automotive component suppliers who must achieve tolerances within ±0.001" while maintaining smooth internal surfaces. Understanding how internal air pressure controls dimensions enables manufacturers to optimize their processes, reduce changeover times, and eliminate the contact marks that can compromise product quality in critical applications.
Key Takeaways
- Free extrusion uses internal air pressure—not external vacuum—to control tube inner diameter and wall thickness during manufacturing
- Ultra-low pressures (typically 0.5 to 5 inches of water column) inflate the molten tube as it exits the die
- Best for flexible tubing under 1" diameter requiring pristine inner surfaces without contact marks
- Even small pressure swings beyond ±0.1 inches of water cause dimensional drift and out-of-spec tubing
What Is Free Extrusion?
Free extrusion is a continuous tubing manufacturing process where a hollow tube is formed and dimensionally controlled using internal air pressure applied to the tube's inner diameter (ID), without external mechanical sizing constraints. The process produces tubing with controlled inner diameter and outer diameter (OD) by balancing internal air pressure against the cooling polymer's viscosity and surface tension.
The "free" aspect refers to how the extrudate responds to forces during cooling. Unlike vacuum sizing or mandrel extrusion, the tube floats freely in the cooling medium—typically water or air—supported only by internal air pressure. This allows natural thermal contraction and material relaxation without being forced into contact with external sizing tooling.
Key distinctions from related processes:
- Vacuum sizing: Uses external vacuum to pull the tube against a sizing sleeve for OD control
- Mandrel extrusion: Employs a solid core that remains inside the tube during cooling
- Pressure calibration: Combines internal pressure with external vacuum for hybrid dimensional control
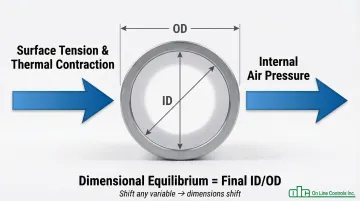
Internal air pressure creates an outward force that counteracts the polymer's natural tendency to contract during cooling. The equilibrium point between air pressure, melt strength, and cooling rate determines final dimensions — shift any one variable and the tube's ID or OD moves with it. According to Streamline Extrusion's technical overview of extrusion processes, maintaining that balance is what allows consistent dimensions without any physical tooling contact.
Why Free Extrusion Is Used in Tubing Manufacturing
Free extrusion is the preferred method for medical and flexible tubing manufacturers for several practical reasons—cleaner surfaces, lower equipment costs, and faster changeovers among them.
Key advantages include:
- Pristine inner surfaces: The bore never contacts sizing tooling after leaving the die, producing smooth interior walls that minimize flow resistance and particulate generation. For medical device manufacturers meeting USP Class VI and ISO 10993 requirements, this surface quality is non-negotiable.
- Lower capital cost: Eliminating vacuum sizing equipment, pumps, and precision sleeves reduces upfront investment. As industry data shows, precision air controls ($5,000–$20,000) cost far less than the scrap and rework losses that poor pressure control generates.
- Faster size changeovers: Adjusting air pressure and line speed takes 10–15 minutes; swapping vacuum sizing tooling takes 30–45 minutes. For shops running multiple product sizes, that difference adds up.
- Better material compatibility: Soft PVC, polyurethane, silicone, and thermoplastic elastomers tend to stick to vacuum sizing sleeves. Free extrusion is often the only practical option for these polymers.
The process does have one hard dependency: stable air pressure. Without it, tubes develop ovality, inconsistent wall thickness, and diameter variation. Pressure swings as small as 0.1 inches of water can cause measurable dimensional drift in thin-walled products, making precision air regulation equipment essential.
How Internal Air Pressure Controls Tubing Dimensions
Understanding the physics of dimensional control is essential for optimizing free extrusion processes.
The Physics Behind Dimensional Control
Internal air pressure creates an outward force on the tube wall that counteracts the natural tendency of molten polymer to contract during cooling. The equilibrium point between this outward pressure force and the inward forces of surface tension and thermal contraction determines final dimensions. Research shows that this balance must be maintained with extreme precision—variations as small as 0.01% can affect dimensional stability.
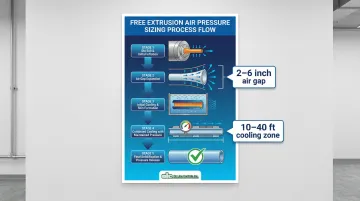
As the tube exits the die, it enters a critical "air gap" zone—typically 2–6 inches—where the melt is still hot and pliable. Air pressure applied here inflates the tube to the desired diameter before the polymer solidifies. Once the outer skin begins to cool and form a semi-rigid surface, the dimensions become locked in.
Pressure-to-Dimension Relationship
The relationship between air pressure and tube dimensions follows a direct, predictable pattern:
- Higher pressure increases both inner and outer diameter, with wall thickness remaining relatively constant based on throughput
- Lower pressure allows more contraction, producing smaller dimensions
- Pressure control precision translates directly to dimensional control precision
Free extrusion typically requires pressures below 1 inch of water column (0.036 psi)—extremely low compared to typical compressed air systems that operate at 80–120 psi. Some micro-bore medical tubing applications require pressures as low as 0.5 inches of water. This ultra-low range demands specialized precision regulation equipment capable of maintaining stability within ±0.01% accuracy.
Maintaining Stability Through the Cooling Zone
As the tube travels through the cooling zone, polymer viscosity increases and the tube becomes more resistant to dimensional change. Air pressure must be maintained consistently throughout this transition phase—typically 10–40 feet depending on wall thickness and line speed—until the tube has sufficient structural integrity to hold its shape without internal support.
Pressure fluctuations translate directly to dimensional variations. Any instability during cutting operations, line speed changes, or flow transitions will show up in the finished tube. This makes hysteresis-free, instantly responsive pressure regulation a non-negotiable requirement—not a refinement.
Step-by-Step: How Air Pressure Sizing Works
The free extrusion process follows a precise sequence where timing and pressure control are critical at each stage.
Die exit and initial inflation — The molten tube exits the die smaller than the final target diameter. Internal air enters through the die mandrel or a separate air inlet, supporting the tube structure and preventing collapse.
Air gap expansion — Internal pressure inflates the hot, pliable tube to the target diameter while the material stays above its glass transition temperature. Downstream equipment simultaneously stretches the tube (draw-down), with the pressure-to-draw ratio determining final dimensions. Draw-down ratios typically run 1.2:1 to 3:1.
Initial cooling and skin formation — As the tube enters the water bath or cooling zone, the outer surface cools into a semi-rigid skin that locks in the air-pressure-set diameter. Cooling rate matters: too fast creates internal stresses; too slow allows dimensional drift.
Continued cooling with maintained pressure — Pressure stays active throughout the cooling zone—10–20 feet for thin-walled medical tubing, 30–40 feet or more for thicker automotive applications. This prevents collapse as the inner wall solidifies and keeps the cross-section circular.
Final solidification and pressure release — Once the wall cools below the polymer's heat deflection temperature, pressure can be reduced or released without affecting dimensions. The tube holds its shape through all downstream steps: cutting, coiling, and packaging.
Free Extrusion vs. Vacuum Sizing: When to Use Each Method
Choosing between free extrusion and vacuum sizing depends on your specific application requirements, material properties, and tolerance needs.
| Feature | Free Extrusion | Vacuum Sizing |
|---|---|---|
| Dimensional Control | Internal air pressure + draw-down | External vacuum sleeve + pressure differential |
| Typical Size Range | Small diameter (< 1" OD) | Larger diameter (> 1" OD) and pipe |
| Tolerances | ±0.001" to ±0.003" (small tubes) | Typically tighter OD control (±0.001") |
| Material Suitability | Soft/sticky (TPU, soft PVC, silicone) | Rigid (rigid PVC, PE, PP) |
| Equipment Cost | Lower (no vacuum pumps/tanks) | Higher (requires vacuum infrastructure) |
| Changeover Time | Fast (10-15 minutes) | Slower (requires tooling change) |
| Surface Quality | Pristine inner surface, no contact marks | Excellent OD, potential contact marks inside |
| Wall Thickness | Thin-walled products | Heavy-walled products and pipe |
The table above captures the tradeoffs at a glance — here's how those differences play out in practice.
Free extrusion works best when:
- Running flexible tubing under 1" OD (TPU, soft PVC, silicone)
- Producing thin-walled products where pristine inner surfaces matter
- Manufacturing medical or pharmaceutical tubing with strict cleanliness requirements
- Needing fast size changeovers (10–15 minutes vs. full tooling swaps)
- Targeting tight tolerances on small diameters — according to research on medical tubing manufacturing, free extrusion can achieve ±0.0015 inches on small-bore tube
Vacuum sizing is the better fit when:
- Extruding rigid materials (rigid PVC, PE, PP) that lack melt strength to hold shape unsupported
- Running larger diameters over 1" OD or heavy-walled pipe
- Requiring extremely tight OD tolerances or non-round cross-sections
- Surface finish on the inner bore is less critical than OD precision
Key Factors Affecting Free Extrusion Dimensional Control
Six factors determine whether your free extrusion process holds consistent dimensions or generates scrap. Air pressure precision drives everything else — but each variable interacts with the others.
Air Pressure Precision and Stability
This is the single most critical factor. Pressure variations as small as 0.1 inches of water cause measurable dimensional drift in thin-walled tubing. Standard industrial regulators can't resolve pressures in the 0–1 psi range with sufficient accuracy.
OLC's MicroAir regulators maintain stability within ±0.01% with zero hysteresis — a key requirement for medical tubing where tolerances are measured in thousandths of an inch.
The Remaining Five Variables
The other factors shape how the polymer responds to that air pressure:
- Melt temperature: A 5–10°F swing alters viscosity enough to shift the pressure-to-dimension relationship, requiring real-time pressure compensation to stay on target.
- Line speed and draw-down ratio: Faster speeds increase draw-down (die diameter to final diameter), typically 1.2:1 to 3:1. Higher ratios improve molecular orientation but raise the risk of internal stress and dimensional instability.
- Cooling rate and water temperature: Control cooling water within ±2°F. Temperature differences between the top and bottom of the cooling tank cause differential shrinkage, leading to bowing or out-of-round tubing.
- Material properties: Melt strength, viscosity, and shrinkage characteristics all affect pressure response. Soft PVC may require only 5–15 inches of water; stiffer polymers can need 30–80 inches.
- Die design and air introduction: The mandrel geometry and air channel determine how evenly pressure distributes inside the tube. Any blockage or flow inconsistency shows up immediately as wall thickness variation.

Common Issues and Troubleshooting in Free Extrusion
Most dimensional problems in free extrusion trace back to three root causes — each with specific, correctable triggers. Identifying which issue you're dealing with is the first step toward a stable process.
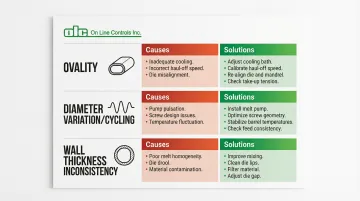
Ovality Problems
In free extrusion, gravity pulls on the molten tube through the air gap and cooling tank. Without sufficient internal pressure, the tube flattens before it solidifies.
Common causes: Inconsistent air pressure, unbalanced cooling flow, or tube contact with cooling tank surfaces.
Solutions:
- Upgrade to a precision pressure regulator with stable, low-pressure output
- Ensure even water flow distribution around the tube circumference
- Minimize air gap distance to reduce unsupported melt exposure
- Adjust support rollers to prevent tank contact while keeping the tube aligned
Diameter Variation (Cycling)
Diameter cycling — where OD oscillates up and down along the tube — typically points to instability somewhere in the process loop rather than a single fixed fault.
Common causes: Air pressure fluctuations, extruder output surging, or line speed inconsistency.
Solutions:
- Upgrade to a pressure regulator rated for ±0.01% stability
- Stabilize extruder output through screw speed control or melt pump installation
- Implement closed-loop line speed control to maintain consistent draw-down ratios
Wall Thickness Inconsistency
Uneven wall thickness often develops gradually and can be difficult to catch without in-line measurement. The underlying cause is almost always asymmetric flow or asymmetric cooling.
Common causes: Die misalignment (eccentric mandrel position), pressure variation, or uneven cooling around the tube.
Solutions:
- Center the die carefully using dial indicators to correct mandrel position
- Upgrade the pressure regulator to eliminate fluctuations that shift melt distribution
- Optimize the cooling system to ensure uniform heat removal around the tube circumference
Frequently Asked Questions
Frequently Asked Questions
What is the pressure in plastic extrusion?
In free extrusion specifically, internal air pressures are ultra-low, typically ranging from 0.5 to 5 inches of water column (0.018 to 0.18 psi). This is far lower than typical compressed air systems operating at 80-120 psi. Research indicates that medical tubing commonly uses 0-30 inches of water, while automotive applications may require up to 5 psi, requiring specialized precision regulators that maintain stability within ±0.01% accuracy.
What is the difference between free extrusion and vacuum sizing?
Free extrusion uses internal air pressure to control dimensions without external tooling contact, producing tubing with pristine inner surfaces. Vacuum sizing uses external vacuum to pull the tube against a sizing sleeve for precise OD control. Free extrusion is preferred for flexible, small-diameter tubing where inner surface quality is critical, while vacuum sizing suits rigid materials and applications requiring extremely tight OD tolerances.
Can free extrusion be used for rigid pipe?
Free extrusion is primarily used for flexible tubing. Rigid materials like PVC or HDPE typically require vacuum sizing or pressure calibration because they lack the melt strength to hold shape without external support, making air-pressure-only dimensional control impractical for most rigid pipe applications.
How precise can dimensional control be with free extrusion?
With proper air pressure regulation equipment, free extrusion can achieve dimensional tolerances of ±0.001″ to ±0.003″ on small diameter tubing (under 0.5″ OD), and ±0.005″ to ±0.010″ on larger flexible tubing. Industry data shows that tolerances as tight as ±0.0015 inches are achievable with precision air control systems.
What causes ovality in free extruded tubing?
Air pressure fluctuations are the primary cause, along with unbalanced cooling, tube contact with support surfaces, and improper die centering. Gravity acts on the molten tube, causing flattening if internal pressure is insufficient. Maintaining pressure within ±0.1 inches of water through precision regulation eliminates most ovality issues.
Why is ultra-low air pressure necessary for free extrusion?
The thin walls and small diameters of extruded tubing, combined with the low resistance of molten polymer, mean that even small pressures create significant dimensional changes. Pressures below 1 inch of water provide the control resolution needed for precision manufacturing. Standard industrial regulators lack the accuracy for this range, so specialized equipment is required to maintain the ±0.01% stability that medical tubing and other critical applications demand.