Introduction
A single pressure fluctuation—just 0.02 inches of water—can push an entire production run out of specification. For plastic tubing manufacturers producing medical catheters, automotive fuel lines, and precision devices, internal air pressure control determines whether products meet tolerances or become scrap.
The stakes are substantial. The global plastic tubing market, valued at $56.75 billion in 2024 and projected to reach $95.37 billion by 2035, depends on this technology to maintain dimensional accuracy during free extrusion.
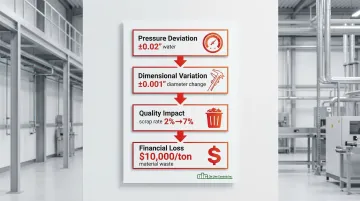
Maintaining ultra-precise air pressure below 1 inch of water column (approximately 0.036 PSI) presents exceptional technical challenges. The consequences of instability are immediate:
- Pressure deviations of 0.02 inches of water cause diameter variations of ±0.001 inch
- Scrap rates jump from 2% to 7%
- Medical-grade compounds costing up to $10,000 per ton become waste
This guide explains exactly how MicroAir regulators achieve ultra-low pressure control during free extrusion, breaking down the mechanism from air input through precise tubing dimension output.
Key Takeaways
- MicroAir regulators maintain ultra-precise internal air pressure down to 0.5 inches of water through continuous diaphragm-based sensing
- Force balance technology eliminates hysteresis, delivering response times under 0.1 seconds with sensitivity to ±0.01 inches of water
- Internal air support prevents tubing collapse and controls outside diameter by counteracting the cooling plastic's natural tendency to distort
- Three-stage operation: pressure initiation, real-time frictionless valve adjustment, and stable dimensional output
- Applications span medical catheter manufacturing, automotive tubing, multi-lumen profiles, and any precision extrusion requiring tolerances as tight as ±5 µm
What Are MicroAir Regulators?
MicroAir regulators are ultra-low air pressure regulators specifically engineered to maintain stable internal air support—typically 0-15 inches of water column—inside plastic tubing during free extrusion, controlling the tubing's outside diameter with precision down to thousandths of an inch.
The Problem They Solve
During free extrusion, molten plastic exits the die and must maintain dimensional stability as it cools. Without precise internal air pressure, several critical failures occur:
- Tubing collapses inward, reducing inside diameter below specification
- Material balloons outward, increasing outside diameter beyond tolerance
- Wall thickness becomes inconsistent, creating weak points and quality failures
- Dimensional variations cause rejected product and production inefficiency
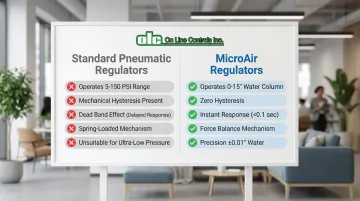
Standard pneumatic regulators operate at much higher pressure ranges (typically 5-150 PSI) and lack the sensitivity required for ultra-low pressure control.
They introduce mechanical hysteresis—a "dead band" where pressure drifts before the regulator responds—making them unsuitable for applications requiring stability below 1 inch of water.
Why MicroAir Regulators Remain the Industry Standard
MicroAir regulators address these precision requirements directly. They've maintained their position as the industry benchmark for over 40 years due to several unique performance characteristics:
- Exceptional lifespan 10-20+ years of continuous operation with minimal maintenance
- Hysteresis-free operation Force balance design eliminates mechanical friction and dead band effects
- Instant response time Corrections occur in under 0.1 seconds (20-30 milliseconds for advanced models)
- No calibration required Factory-calibrated units maintain accuracy throughout their operational life
- Cost-effectiveness Long equipment lifecycle and minimal maintenance requirements deliver superior ROI compared to alternatives
Types and Variations
MicroAir regulators are available in configurations optimized for specific applications:
By Control Method:
- MicroAir I: Manual control with 30-turn precision adjustment knob
- MicroAir II: Semi-automated with contact closure up/down inputs and dual-speed push buttons
- MicroAir IV: Advanced model accepting 0-10V signals for PLC integration and high-speed switching
By Channel Configuration:
- Single-channel units for standard extrusion
- Dual-channel and 3-channel configurations for multi-lumen tubing
- 4-channel systems for complex profiles requiring independent pressure control per lumen
By Pressure Range: Available ranges span from 0-2 inches of water (the lowest range) up to 0-5 PSI (equivalent to 0-138 inches of water):
- Medical applications: 0-3", 0-5", 0-15", or 0-30" ranges
- Automotive applications: 0-3 PSI to 0-5 PSI ranges
How Do MicroAir Regulators Control Internal Air Pressure?
MicroAir regulators control internal air pressure through a precisely engineered sequence of sensing, adjustment, and stabilization stages that operate continuously and instantaneously throughout the extrusion process.
Pressure Initiation and Setup
The process begins when the operator sets the target pressure using the regulator's adjustment mechanism—a precision knob on manual models or electronic input on automated versions. This establishes the baseline internal air pressure that will be maintained inside the tubing throughout production.
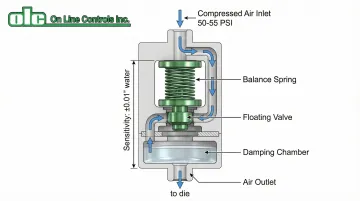
The regulator connects between the facility's compressed air supply (regulated to approximately 50-55 PSI) and the extrusion die's air inlet.
Through ¼" NPT male fittings, the MicroAir receives this input and reduces it to the ultra-low pressure range required for specific tubing dimensions.
Initial setup considerations include:
- Matching air pressure to die size and geometry
- Accounting for plastic material properties (viscosity, cooling rate)
- Adjusting for line speed and target tubing outside diameter
- Positioning operating pressure in the middle of the selected range for optimal precision
For medical tubing, typical pressure ranges fall between 0.5-15 inches of water, while automotive applications may require 50-138 inches of water (approximately 2-5 PSI) depending on tubing wall thickness and diameter.
Core Pressure Sensing and Adjustment Mechanism
The central working principle relies on a force balance system that continuously monitors downstream pressure inside the tubing and instantly adjusts air flow to maintain the set point without mechanical hysteresis.
The regulator uses a pressure relief valve stem hung vertically on a balance spring that literally floats on a cushion of air. As plastic tubing exits the die and begins cooling, any tendency to collapse increases internal pressure demand, while ballooning decreases it.
The floating valve responds to these pressure changes by mechanically adjusting to increase or decrease air flow, expelling surplus air to atmosphere to maintain perfect equilibrium.
Understanding the Ultra-Low Pressure Challenge
Controlling pressure below 1 inch of water column is exceptionally difficult for several reasons:
- Minimal force is available to activate the valve (0.036 PSI = only 0.0025 pounds per square inch)
- The system is highly sensitive to ambient temperature and humidity variations
- Traditional spring-loaded or diaphragm regulators introduce friction that creates dead band effects
- Seal friction in conventional regulators prevents response to microscopic pressure changes
MicroAir's design overcomes these challenges through viscostatic damping—a fluid-filled chamber mounted below the pressure relief valve that adds controlled damping without the oil contacting process air.
This eliminates oscillation while maintaining frictionless operation, achieving sensitivity to ±0.01 inches of water and virtually zero hysteresis.
Pressure stability within ±0.1 inch of water translates directly to tubing outside diameter consistency within ±0.001 inches. Research demonstrates that precision back-pressure regulation can reduce wall thickness variation by over 50%—for example, from ±0.003" to ±0.0012"—directly improving product quality and reducing scrap.
Real-Time Regulation and Stability Control
MicroAir regulators maintain control under continuously varying conditions without operator intervention. As line speed changes, die temperature fluctuates, or plastic viscosity varies due to material batch differences, the regulator compensates instantaneously.
Unlike regulators with mechanical friction or spring-return mechanisms that create a dead band, MicroAir's floating valve design ensures instant correction. The valve position responds identically whether pressure is increasing or decreasing, eliminating the directional dependency that causes inconsistent output in standard regulators.
The system responds effectively to rapid pressure variations:
- Tubing cuts: Sudden flow increase when material is severed
- Spool changeovers: Momentary restriction as tubing transfers between take-up reels
- Line speed variations: Changes in haul-off speed that alter drawdown ratio
- Material batch transitions: Viscosity differences requiring pressure adjustment
The MicroAir IV model achieves response times under 0.1 seconds (typically 20 milliseconds) for 50% step changes, preventing long sections of off-spec tubing even during rapid process variations.
Inadequate pressure control is a direct cause of financial loss in tubing extrusion. Case studies show that pressure instability contributes to scrap rate increases from 2% to 7%, and for operations running medical-grade compounds at $10,000 per ton, even small improvements in dimensional consistency represent savings exceeding $100,000 annually in continuous operation.
Pressure Output and Tubing Dimension Control
The regulator produces a continuous, stable stream of air at the precise pressure needed to support the tubing's internal diameter. This prevents collapse while avoiding over-inflation that would increase outside diameter beyond specification.
Controlled air pressure coordinates with:
- Cooling system (water bath or air cooling) that solidifies the plastic
- Take-up speed that determines drawdown ratio
- Die design that establishes initial tube geometry
Together, these elements produce tubing with consistent outside diameter, inside diameter, and wall thickness throughout production runs lasting hours or days.
Stable air pressure control delivers quantifiable benefits:
- Reduced scrap rates: Eliminating dimensional defects caused by pressure drift
- Improved first-pass yield: Higher percentage of product meeting specification without rework
- Extended production runs: Fewer adjustments needed between setup and steady-state operation
- Tighter dimensional tolerances: Achieving medical device specifications requiring tolerances as tight as ±5 µm (0.0002 inches)
- Material savings: Reducing tolerance from ±0.08 mm to ±0.01 mm yields material savings of 12.5%

Where MicroAir Regulators Are Used in Extrusion
MicroAir regulators are installed between the facility's compressed air supply and the extrusion die's air inlet, positioned close to the die to minimize lag and volume variations.
They operate continuously throughout the production run—from startup through steady-state production to shutdown.
Installation Requirements
Proper installation is critical for maintaining accuracy across typical industrial conditions. The regulators require:
- Vertical mounting to ensure the force balance mechanism functions correctly
- Clean, filtered air meeting ISO 8573-1 Class 2 standards (dew point ≤ -40°F, particle filtration to 1 micron, oil content < 0.1 mg/m³)
- Close proximity to the die using ¼" NPT fittings, which reduces air volume and improves response time
- Standard factory air regulated to approximately 50 PSI (55-65 PSI for multi-channel units)
Application Types
MicroAir regulators serve diverse extrusion scenarios across multiple industries:
- Single-lumen tubing: Medical catheters, IV tubing, automotive fuel lines
- Multi-lumen tubing: Complex profiles requiring independent pressure control for each lumen (up to 4 channels)
- Bump and taper tubing: Applications requiring high-speed pressure switching as diameter changes
- Micro-tubes: Extremely small diameter tubing requiring ultra-low pressures (0-3" or 0-5" of water)
- Specialty applications: Balloon catheters, coextruded products, complex profiles with up to 29 separate lumens
The regulators integrate with major extrusion equipment manufacturers including Davis-Standard, Graham/AK Brand, Conair, RDN, and Gimac, and are compatible with Guill Tool extrusion crosshead dies.
Conclusion
MicroAir regulators achieve precise internal air pressure control through continuous force balance sensing and instantaneous valve adjustment, maintaining ultra-stable pressure that directly controls tubing dimensions. The floating valve design eliminates hysteresis, while viscostatic damping ensures stability without sacrificing response speed, delivering pressure control accurate to ±0.01 inches of water with response times under 0.1 seconds.
Understanding how these regulators work enables better equipment selection, more effective troubleshooting, and optimized process parameters.
For manufacturers producing medical devices requiring tolerances as tight as ±5 µm, automotive components demanding consistent wall thickness, or any precision tubing where dimensional accuracy directly impacts product quality, the technical principles behind MicroAir operation translate directly to higher quality production with less waste and downtime.
Frequently Asked Questions
How does a MicroAir pressure regulator work?
MicroAir regulators use a force balance system where a valve stem floats on air and continuously senses downstream pressure. The valve mechanically adjusts air flow in real-time, expelling surplus air to maintain the set pressure point without hysteresis or delay.
How can I tell if my MicroAir pressure regulator is bad?
Key indicators include fluctuating magnehelic gauge readings, tubing dimensional inconsistencies, physical damage to connections, air leakage around seals, or oil damping cup level below 7/8 full. Motorized models may show non-responsive buttons or blown fuses.
What PSI should my MicroAir pressure regulator be set to?
MicroAir regulators operate in inches of water column (not PSI), with settings from below 1 inch to 150 inches depending on tubing size, material, and line speed. Consult die manufacturer specifications and conduct trial runs to optimize for your application.
What is the difference between MicroAir regulators and standard air regulators?
Standard regulators operate at 5-150 PSI using spring-loaded mechanisms with hysteresis and dead band effects. MicroAir regulators work at ultra-low pressures (0.036 PSI and up) with force balance technology that eliminates hysteresis for instant response critical to extrusion control.
How often do MicroAir regulators need calibration or maintenance?
MicroAir regulators require no calibration throughout their 10-20+ year lifespan. Minimal maintenance includes inspecting air filters, verifying vertical mounting, checking oil damping cup remains 7/8 full, and ensuring adjustment mechanisms move freely.
Can MicroAir regulators handle pressure changes during tubing cuts or spooling?
Yes, MicroAir regulators maintain pressure control during sudden changes such as tubing cuts or spool changeovers through their instantaneous force balance response system. The floating valve adjusts in milliseconds to flow rate changes from near zero to maximum, maintaining set pressure throughout these operations. The MicroAir IV model offers even faster response (under 0.1 seconds) for bump and taper applications requiring high-speed pressure switching.