Introduction
A pressure spike of a few hundredths of an inch of water can push tubing outside diameter out of spec in seconds. In plastic extrusion, internal air support systems operate at ultra-low pressures—often below 1 inch of water—to control tubing OD and prevent collapse during free extrusion. Even minor fluctuations cause immediate product non-conformance, and in medical tubing where tolerances are measured in microns, the margin for error is essentially zero.
Air pressure problems are common and stem from regulator wear, improper calibration, line leaks, environmental factors, or operator error. According to industry data, contamination from the air supply is the leading cause of regulator failure, compromising delicate internal components and causing issues like seat leakage and diaphragm stiffening.
This guide covers the most common air pressure issues, systematic troubleshooting steps, when to repair versus replace regulators, and preventive maintenance practices that minimize unplanned downtime and product scrap.
Key Takeaways
- Most common problems include pressure fluctuations, seat leakage (creep), calibration drift, slow response times, and complete regulator failure
- Ultra-low pressure regulators can often be repaired if less than 10 years old; units with extensive wear or obsolete technology should be replaced
- Follow a systematic approach: document symptoms first, then trace the issue from air supply quality through regulator components before applying any fix
- Bring in a specialist when problems recur after repairs, the root cause stays unclear, or downtime risk outweighs the cost of a newer unit
What Are Air Pressure Regulators in Plastic Extrusion?
Air pressure regulators in plastic extrusion are precision devices that control internal air support during free extrusion of plastic tubing. Unlike standard industrial regulators managing high-pressure pneumatic power, these specialized instruments function as force-balance systems, maintaining ultra-low pressure—often below 1 inch of water column (0.036 PSI)—to control tubing outside diameter and prevent collapse.
These regulators balance output pressure against a low-tension spring or voice-coil motor, venting surplus air to the atmosphere to maintain a precise setpoint despite downstream flow variations. Modern systems like On Line Controls' MicroAir ultra-low pressure regulators provide stable, hysteresis-free operation essential for quality tubing production, with operational lifespans of 10-25 years.
The pressure ranges involved are far lower than other forces on the line:
- Extruder melt pressure: thousands of PSI
- Plant air supply: 80–100 PSI
- Internal air support: 0.036 to 1.0 PSI (1 to 27 inches of water column)

This precision control directly impacts tubing geometry. Increasing pressure expands the tube diameter and decreases wall thickness, so even small pressure swings translate directly to out-of-spec tubing.
Common Air Pressure Problems in Extrusion Lines
Most air pressure failures fall into five recognizable categories: pressure fluctuations, air leaks, calibration drift, slow response, and outright regulator failure. Knowing which pattern you're dealing with points you directly to the root cause — and the right fix.
Pressure Fluctuations During Production
Symptoms:
- Inconsistent tubing diameter with visible pulsing in the product
- Gauge needle oscillation during operation
- Dimensional variations that fail quality checks
- Stepped pressure changes after disturbances
Likely Causes:
- Worn diaphragms causing hysteresis (pressure lag during increases vs. decreases)
- Contaminated air supply with particulates scoring valve seats
- Improper regulator settings or undersized capacity for flow demands
- Supply pressure instability from plant-wide demand spikes
- Downstream restrictions or thermal gradients near the die
Significant drops in inlet supply pressure can cause corresponding shifts in regulator output pressure, making supply stability critical for consistent operation.
Air Leaks in the Pressure System
Symptoms:
- Inability to maintain set pressure during production
- Constant compressor cycling and audible hissing sounds
- Pressure dropping when line is idle (creep)
- Continuous air loss from regulator body or vent port
Likely Causes:
- Deteriorated seals and O-rings from age or hydrocarbon exposure
- Loose fittings at connection points
- Cracked tubing from stress or improper support
- Damaged regulator housing or diaphragm rupture
- Seat leakage where contaminants create gaps between seat and poppet
Seat leakage — often called creep — is worth isolating early. Contaminants create a fine gap that allows supply air to leak into the downstream side, pushing output pressure above setpoint during low-flow conditions and creating dimensional problems that can be mistaken for fluctuation issues.
Calibration Drift and Inaccurate Readings
Symptoms:
- Pressure gauge reads differently than actual pressure
- Product dimensions don't match gauge settings
- Inconsistent results between shifts despite same settings
- Gradual changes in pressure without operator adjustment
Likely Causes:
- Gauge wear from years of continuous operation
- Sensor drift from temperature cycling
- Temperature effects on elastomer stiffness and gas density
- Improper initial calibration or operation outside design specifications
Calibration drift is often misdiagnosed as an operator error or process variation. If readings are inconsistent between shifts but the hardware appears intact, verify the gauge against a known reference before chasing mechanical causes.
Slow Response to Pressure Changes
Symptoms:
- Delayed reaction when adjusting pressure setpoint
- Sluggish recovery after line disturbances like cuts
- Extended stabilization time after startup
- Pressure drops significantly during cuts and takes seconds to recover
Likely Causes:
- Restricted air passages from clogged orifices or filters
- Oversized volume chambers creating lag
- Worn control components with increased friction
- Inadequate air supply capacity or undersized regulators
- Stiffened diaphragms from contamination
Complete Pressure Loss or Regulator Failure
Symptoms:
- No air pressure at output despite adjustments
- Regulator non-responsive to control inputs
- Product collapses immediately without support
- Total loss of regulation capability
Likely Causes:
- Internal component failure after extended service life
- Complete seal breakdown or diaphragm rupture
- Valve stuck closed from contamination or corrosion
- Supply line blockage preventing air flow
- Internal body wear in units exceeding 20 years of use
Complete failure typically signals the end of a regulator's service life rather than a fixable fault. Units that have run for 20+ years without replacement are strong candidates for a full swap rather than repair — particularly where downtime costs outweigh component costs.
Step-by-Step Troubleshooting Process for Air Pressure Problems
Random adjustments without understanding the root cause waste time and often worsen the problem. Work through these steps in order — skipping ahead typically sends you chasing the wrong fix.
Step 1: Document the Problem Symptoms
Record exactly when pressure issues occur:
- During startup, continuous operation, or when making cuts?
- At specific line speeds or with particular materials?
- Consistently or intermittently?
- Affecting one zone or the entire system?
Note the pressure readings and product behavior:
- What does the gauge show versus what the product dimensions indicate?
- Are there recent changes to materials, line speed, or die setup?
- Has maintenance been performed recently on any components?
Create a baseline: Document normal operating parameters when the system works correctly. This reference point helps you identify deviations quickly and measure real improvement after repairs.
Step 2: Verify Air Supply and Distribution
Start at the source before touching the regulator. Supply problems are frequently misdiagnosed as regulator failures.
Confirm adequate compressor capacity:
- Supply pressure should meet system requirements (typically 50-55 PSI for precision regulators)
- Multi-channel units may require 55-65 PSI
- Verify pressure remains stable during peak plant demand
Inspect air lines thoroughly:
- Check for kinks, restrictions, or physical damage
- Look for moisture accumulation in lines and separators
- Identify any contamination from rust, oil, or pipe scale
Check filtration and drying systems: Meeting ISO 8573-1 Class 2:2:1 air quality standards is essential for protecting precision regulators. This means:
- Particles: <400,000 particles/m³ (0.1-0.5 micron)
- Water: Pressure Dew Point <-40°F (-40°C)
- Oil: <0.01-0.1 mg/m³ total oil
Test pressure at multiple points:
- Measure at the compressor, main distribution line, and regulator inlet
- Compare readings to isolate whether issues originate upstream or within the regulator
- Drain filter bowls and check for excessive moisture or contamination
Step 3: Inspect and Test the Regulator System
Physical examination:
- Examine regulator housing, connections, and mounting for damage
- Verify unit is mounted vertically (critical for proper damping fluid operation)
- Check that all fittings are secure without over-tightening
- Look for corrosion, especially on older units
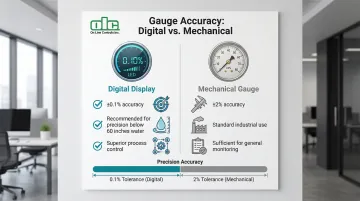
Test gauge accuracy:
- Compare readings with a calibrated reference gauge
- Digital displays should show ±0.1% accuracy below 60 inches of water
- Mechanical gauges typically provide ±2% accuracy
Leak detection:
- Listen for air leaks during operation
- Apply soapy water solution to fittings, seals, and connections
- Check for continuous air loss from vent ports (indicates diaphragm failure)
- Monitor for pressure creep when flow is zero (indicates seat leakage)
Evaluate response time:
- Make small pressure adjustments and observe stabilization speed
- Modern units should respond in less than 0.1 seconds for 50% scale changes
- Slow recovery suggests clogged orifices or insufficient flow capacity
Step 4: Apply Targeted Fixes Based on Diagnosis
What you found in steps 1-3 determines the repair path. Using the right parts and procedures here separates a permanent fix from a problem that returns in two weeks.
If the Problem Is Leakage-Related
Tighten fittings properly:
- Use appropriate torque specifications without over-tightening
- Over-torquing damages threads and creates future leak paths
- Verify connections are clean and free of debris
Replace worn seals and gaskets:
- Use manufacturer-specified parts for proper fit and material compatibility
- Hydrocarbon exposure causes O-rings and gaskets to swell or become brittle — check these first
- Replace complete seal kits rather than individual components
Repair or replace damaged air lines:
- Ensure proper support to prevent stress on connections
- Route lines away from heat sources that could degrade materials
- Use tubing rated for the operating pressure and environment
If the Problem Is Calibration or Accuracy-Related
Recalibrate the regulator:
- Follow manufacturer procedures using calibrated reference instruments
- Document "as-found" and "as-left" readings for quality records
- Verify calibration holds under varying flow conditions
Replace faulty gauges or sensors:
- Use properly rated components matching the pressure range
- Digital displays offer superior accuracy (±0.1%) compared to mechanical gauges (±2%)
- Confirm replacement parts are compatible with existing systems
Adjust for temperature compensation:
- Elastomers stiffen at low temperatures, increasing hysteresis
- Large temperature swings alter air density and shift setpoints — account for this in variable-temperature environments
If the Problem Is Response or Performance-Related
Clean or replace air filters:
- Check for restrictions in supply lines
- Replace filter elements per manufacturer schedules
- Install point-of-use filtration immediately upstream of precision regulators
Verify regulator capacity matches application:
- Undersized regulators cannot maintain pressure during high-flow events
- Oversized units may create control problems with excessive sensitivity
- Flow capacity should match maximum demand: 10 SCFH at 5" water, up to 90 SCFH at 5 PSI
Check for proper range selection: Operating below 10% of full scale results in precision loss. For example, a 0-30 inch water range unit loses accuracy below 3 inches. Select ranges where normal operation falls in the middle 50-80% of scale for optimal performance.

When Should You Fix vs Replace Your Air Pressure Regulator?
The decision depends on age, repair costs, downtime risk, and whether a replacement would actually improve process control. Use the scenarios below to guide the call.
Minor Leaks or Seal Wear
Fix when:
- The regulator is less than 10 years old
- Leaks are limited to replaceable seals and O-rings
- Parts are readily available from the manufacturer
- The housing shows no corrosion or physical damage
Replace when:
- The housing is corroded or cracked
- Multiple seals are failing simultaneously (indicates systemic contamination)
- The unit has reached 70-80% of its expected service life
- Repair costs approach 50-60% of new unit price
Calibration Drift or Gauge Issues
Fix when:
- Only the gauge or sensor needs replacement
- The regulator body functions properly
- Recalibration restores accuracy within specifications
- The unit is relatively new with documented maintenance history
Replace when:
- Recalibration fails to hold over time
- Internal components show wear affecting precision
- The regulator technology is outdated compared to current requirements
- Digital displays offering ±0.1% accuracy would significantly improve process control versus older ±2% mechanical gauges
Intermittent Performance Problems
Fix when:
- Cleaning and filter replacement restore consistent operation
- Minor adjustments eliminate the issues
- The root cause is identified and correctable
- Downtime for repair is acceptable
Replace when:
- Problems recur frequently despite repairs
- Root cause cannot be identified through systematic troubleshooting
- The regulator lacks features needed for current production demands (PLC integration, automated profiles)
- Process improvements require capabilities the existing unit cannot provide
Complete Failure or Obsolete Technology
Fix when:
- Failure is under warranty or traceable to a single replaceable component
- Parts are available and repair turnaround won't extend downtime unacceptably
Replace when:
- Internal damage is extensive
- Parts are no longer available (units with serial numbers below 7000 are typically not repairable)
- Modern ultra-low pressure regulators offer meaningfully better precision (±0.2% vs ±2%), hysteresis-free operation, and a 10-25 year lifespan
- Automation features like 0-10V PLC control would enable bump/taper tubing profiles your current unit cannot support
Preventive Maintenance for Air Pressure Systems
Prevention reduces downtime, ensures consistent product quality, and lowers total cost of ownership. A structured maintenance program catches problems before they impact production.
Establish a Regular Inspection Schedule
Weekly checks:
- Inspect all connections, fittings, and seals for signs of wear or leakage
- Verify oil damping cup level is approximately 7/8 full with flapper valve immersed
- Confirm inlet pressure remains stable at specified levels (50-55 PSI)
- Listen for unusual sounds indicating air leaks or component issues
Monthly verification:
- Check gauge accuracy against calibrated reference instruments
- Inspect for pressure stability during normal operation
- Verify response time remains within specifications
- Document any deviations from baseline performance
Annual maintenance: Industry standards recommend annual verification for quality compliance, even for units that manufacturers claim never need recalibration. This satisfies ISO 9001 and ISO 13485 audit requirements while establishing historical stability data.
For high-volume operations or critical medical tubing applications, consider quarterly inspections to catch degradation earlier.
Maintain Clean, Dry Air Supply
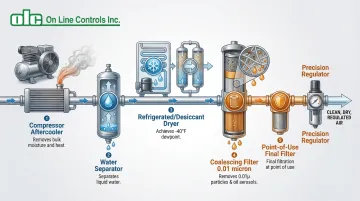
Install proper filtration and drying equipment:
- Use water separators after compressor aftercoolers for bulk water removal
- Install refrigerated or desiccant dryers to achieve pressure dew point below -40°F
- Implement coalescing filters (0.01 micron) to remove oil aerosols and fine particulates
- Add activated carbon filters if oil vapor removal is required
- Install a final filter immediately upstream of precision regulators to catch pipe scale or debris from distribution lines — contamination causes the majority of regulator failures
Daily operations:
- Drain moisture separators (if manual drain type)
- Check filter bowls for excessive water or contamination
- Monitor pressure drop across filters (indicates when replacement is needed)
Scheduled replacement:
- Replace filter elements per manufacturer schedules (typically 6-12 months)
- Don't wait for complete plugging—efficiency drops long before total blockage
- Keep spare filter elements in inventory to minimize downtime
Document Performance and Maintain Records
Log maintenance activities:
- Record all filter changes, oil refills, seal replacements, and repairs
- Note dates, personnel performing work, and parts used
- Track costs to identify trends and justify equipment upgrades
- Maintain critical wear items (seals, gaskets, filters) so repairs don't wait on parts
Verification records:
- Document calibration/verification checks with "as-found" and "as-left" data
- Include reference instrument identification and calibration status
- Maintain records for audit compliance (ISO 13485 requires traceability)
Performance trending:
- Track pressure settings and product dimensions over time
- Identify gradual degradation before it causes quality issues
- Use data to optimize maintenance intervals based on actual wear patterns
Equipment identification:
- Assign unique ID tags to each regulator
- Link maintenance history to specific units
- Track age and service life to plan replacements proactively — regulators with longer service ratings (10-25 years) reduce spare-parts overhead significantly when factored into procurement decisions
Frequently Asked Questions
What is the typical pressure range in plastic extrusion air support systems?
Internal air support for tubing extrusion operates at ultra-low pressures — typically **0.036 to 1.0 PSI** (1 to 27 inches of water column) — far below extruder barrel pressures (thousands of PSI) or plant air supply (80–100 PSI). Medical tubing often requires pressures below 1 inch of water for precise dimensional control.
How do you solve air pressure fluctuation problems in extrusion lines?
Start by verifying air supply stability (50–55 PSI regulated input), then inspect all lines and connections for leaks using a soapy water solution. Check regulator calibration against a reference instrument, confirm the regulator's flow capacity fits the application, and filter the supply air to ISO 8573-1 Class 2 quality to prevent contamination-related drift.
What are the most common causes of air pressure regulator failure?
The leading causes are seal deterioration from oil or moisture contamination, calibration drift from wear or temperature cycling, and valve seat damage from particulates in the air supply. Improper installation — incorrect mounting orientation or operation outside design specs — also contributes. Clean, dry air is the single most effective way to extend regulator life.
Can I use a standard industrial air regulator for tubing extrusion?
No. Standard industrial regulators lose effectiveness below 1 PSI and exhibit significant hysteresis, causing diameter variations that fail quality requirements. Ultra-low pressure extrusion demands specialized regulators capable of stable, hysteresis-free control below 1 inch of water with accuracy of ±0.2% of full scale.
How often should air pressure regulators be calibrated?
Run monthly verification checks against a calibrated reference gauge, with full recalibration every 6–12 months based on usage and quality requirements. Recalibrate immediately after any maintenance or whenever product quality suggests pressure inaccuracy. ISO 9001 and ISO 13485 standards require documented verification at defined intervals regardless of unit age.
What are the signs that an air pressure regulator needs replacement rather than repair?
Replace rather than repair when the regulator can't hold calibration after adjustment, problems recur despite repairs, internal inspection reveals significant wear or corrosion, or the unit exceeds 70–80% of its expected service life. Regulators with 20+ years of service typically have irreparable body wear, making replacement the only fix.