The good news: most of it is preventable. Scrap on a tubing extrusion line is driven by controllable factors — tooling geometry decisions, process parameter management, and the stability of internal air pressure and melt temperature during production. This guide addresses scrap reduction across all three dimensions.
Key Takeaways
- Scrap concentrates at transitions: startups, changeovers, cuts, and spooling — not during steady-state production
- Incorrect ADDR/DRB settings and unstable internal air pressure are the two highest-leverage scrap drivers
- For free-extrusion tubing, even a 0.1-inch-of-water pressure swing can cause measurable OD variation
- Scrap reduction starts before the line runs — setup decisions and process discipline determine reject rates more than mid-run corrections
- Identifying and removing scrap-generating conditions before production starts is more effective than catching defects at the puller or winder
How Scrap Builds Up on a Plastic Tubing Extrusion Line
Scrap doesn't appear uniformly across a production run. It clusters around specific operational moments where dimensional instability is highest.
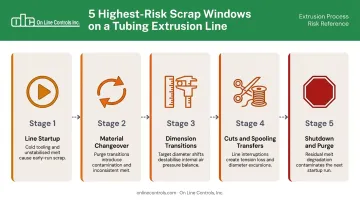
The highest-risk windows are:
- Line startup and initial stabilization
- Material or color changeovers (30–60 minutes of transition material per changeover)
- Dimension transitions — bump and taper sequences
- Cuts and spooling transfers
- Shutdown and purge sequences
A significant portion of tubing scrap is invisible when it's produced. Dimensional variance below the operator's detection threshold, contamination that surfaces only at downstream inspection, and surface defects that emerge after cooling all feed into a true scrap cost that is consistently underreported at the line level. These are losses the line never officially counts.
For precision applications — medical tubing, catheter shafts, automotive fuel and brake lines — the cost per rejected foot is compounded by resin value, rework time, and compliance documentation burden. In these segments, scrap is a throughput risk as much as a material cost.
A medical tubing case documented by B&H Tool illustrates how severe this can get: seven out of ten production orders were rejected before tooling geometry corrections were made. When structural instability is built into the process from the start, rejection rates at that scale are the predictable result, not an anomaly.
Key Scrap Drivers in Plastic Tubing Extrusion
Scrap doesn't appear randomly — it traces back to specific, identifiable process failures. Five root causes account for the vast majority of dimensional and cosmetic rejects on a tubing line.
Draw-Down Ratio and Draw Ratio Balance
The Area Draw Down Ratio (ADDR) and Draw Ratio Balance (DRB) are foundational process stability variables — and they're set before a single foot of tube is extruded.
ADDR is the ratio of the melt cross-sectional area at the die exit to the final tube cross-sectional area. Higher ratios amplify sensitivity to process variation. When ADDR runs too high, minor fluctuations in haul-off speed, melt temperature, or air pressure produce dimensional excursions.
The B&H Tool medical tubing case referenced above resolved chronic rejects by reducing ADDR from 4:1 to 2:1. That's a tooling geometry change, not a process tweak.
DRB describes the balance between how the outer surface and inner surface of the melt cone draw down. For standard tubing, a DRB of 1.0 represents the balanced condition. Evonik's processing guide for VESTAMID PA12 recommends a DDR range of 1.7:1 to 2:1 for monowall tubing — a resin-specific target that reflects how material viscosity interacts with draw-down geometry.
Getting ADDR and DRB right at the tooling design stage is the first line of defense against rejects.
Internal Air Pressure Instability
For free-extrusion tubing, internal air pressure is the direct control variable for OD, ID, ovality, and wall thickness. Increasing lumen pressure increases diameter and thins the wall; decreasing pressure reduces diameter and thickens it.
The challenge is precision. Medical tubing applications commonly require pressure control in the 0–15 or 0–30 inches-of-water range, with some micro-tube applications starting as low as 0.5 inches of water. As OLC's technical documentation explains, conventional regulators lack the resolution needed in this range — and swings as small as 0.1 inch of water can cause dimensional drift on thin-wall products.
This makes pressure regulation a hidden scrap driver on many lines. The problem is acute during cuts and spooling transitions, where air flow demand changes abruptly and uncontrolled regulators allow OD excursions before recovering.
Melt Temperature Inconsistency
Temperature deviation is a compounding scrap driver. Overheating degrades the polymer — producing discoloration, brittleness, or black specks. Underheating causes incomplete plasticization and flow instability. Both conditions generate dimensional and cosmetic rejects.
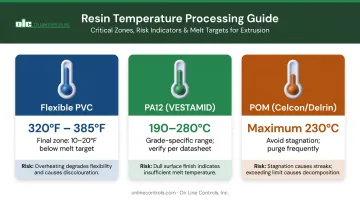
Temperature sensitivity varies significantly by resin:
| Resin | Sensitivity Note |
|---|---|
| Flexible PVC | Stock temperature varies by compound hardness (320°F–385°F); final zone should run 10–20°F below target melt |
| PA12 (VESTAMID) | Grade-specific ranges from 190–280°C; dull surface indicates low melt temp or improper sizing water |
| POM (Celcon/Delrin) | Maximum 230°C; stagnation causes discolored streaks; above limit causes decomposition |
Small deviations in high-sensitivity resins can push production into reject territory without visible warning until downstream inspection.
Material Handling and Regrind
Moisture in hygroscopic resins is a direct path to scrap. Evonik's PA12 guide specifies drying to below 0.1% moisture content if packaging has been open more than two hours, with surface bubbles as the visible indicator of moisture above that threshold.
Regrind ratio introduces a separate but related risk. Key thresholds to monitor:
- Extrusion problems commonly appear when regrind reaches 20–25% of the blend
- Regrind with bulk density below 70% of virgin resin can destabilize output consistency
- Medical tubing lines face tighter limits due to validated formulation controls and traceability requirements
Tooling Wear
Screw and barrel wear is gradual and easy to mistake for "normal" process variation. As Davis-Standard notes, screw diameter decreases and barrel diameter increases over time under continuous operation, shifting the process away from its validated compression ratio and output stability parameters.
The result is a slow creep upward in reject rates that correlates with cumulative production hours rather than any single identifiable event.
Strategies to Reduce Scrap Rate on Your Tubing Line
Scrap reduction strategies fall into three categories: decisions made before the line runs, controls applied during production, and the operational context around how the line is started, stopped, and maintained.
Before the Line Runs
Optimize Tooling Geometry (ADDR and DRB)
Target lower ADDR values for tighter-tolerance products. Confirm DRB ≥ 1.0. These decisions remove structural instability before extrusion begins. Standardizing land lengths across your die set also reduces complexity and reject risk during changeovers.
Match Die and Tip Selection to the Actual Resin
Die tooling designed for the specific melt flow index and viscosity profile of your resin reduces flow imbalance, die drool, and wall asymmetry from the start. Using tooling optimized for a different material — even a similar one — introduces dimensional variability that's difficult to compensate for in-process.
Qualify Incoming Materials Upstream
- Specify consistent melt flow index ranges for each resin
- Require moisture content certification for hygroscopic materials (PA12, PEBA, nylon)
- Define and enforce regrind ratio limits with bulk density screening
- Document drying protocols and treat drying records as a quality input
Document and Lock Process Parameters
Establish validated temperature profiles, screw speed, haul-off speed, and pressure setpoints for each product. Documented baselines remove operator-to-operator variability — one of the most common sources of startup scrap and changeover waste.
During Production
Implement Real-Time Dimensional Monitoring
Laser gauges and ultrasonic measurement systems track OD, wall thickness, and concentricity continuously. Continuous measurement shortens the detection window between when a defect appears and when it's caught. With manual checks, significant lengths of out-of-spec tubing can accumulate between measurement intervals before anyone knows.
Regulate Internal Air Pressure Precisely
This is the single most direct lever for OD consistency during free extrusion. Conventional regulators don't provide the resolution needed at sub-inch-of-water pressures — so pressure fluctuations during cuts, spooling transitions, and bump/taper sequences go uncontrolled, producing OD variation and lumen instability.
OLC's MicroAir ultra-low pressure regulators are specifically designed for this application. Key capabilities include:
- Pressure regulation down to below 1 inch of water (0.036 psi) using the 0–2″ or 0–3″ of water range options
- Hysteresis-free output through a force-balance design where the relief valve literally floats on a cushion of air
- Instantaneous response to flow changes — the MicroAir IV responds to a 50% full-scale step in typically 20 milliseconds
- Stable pressure maintained during cuts, where air flow demand changes abruptly
- High-speed switching for bump and taper sequences, with electronic setpoint control via 0–10V input or dual-state logic

Industry consultant Mike Ferrandino describes OLC's products as "the gold standard in air control for medical extrusion." MicroAir units can be ordered directly or integrated through Davis-Standard, Conair, Graham/AK Brand, RDN, and Gimac during new line setup.
Manage Barrel and Die Temperature Actively
Multizone PID control with calibrated thermocouples eliminates the localized hot and cold spots that cause inconsistent melt flow. For flexible PVC, Westlake's processing guide recommends the final barrel zone run 10–20°F below the target melt temperature, with the head and die set at approximately the same or 10°F below target. Even small deviations from these setpoints in temperature-sensitive resins push output into reject territory.
Synchronize Screw Speed and Haul-Off Speed
Mismatched draw tension and melt output rate creates wall taper, thickness variation, and lumen eccentricity. Closed-loop control systems that link haul-off speed to dimensional feedback maintain this balance automatically, removing the dependency on manual adjustments.
Operational Context: Startups, Shutdowns, and Maintenance
Structure Startup and Shutdown Procedures
Startup and shutdown are the highest-scrap moments on any tubing line. Two practices have the most impact:
- Purge before shutdown — while the machine is still producing good parts. This eliminates residual degraded material and dramatically reduces contamination-driven scrap during the next startup.
- Manage internal air pressure through transitions — cuts and spooling handoffs are high-risk moments for OD excursions. Precision pressure regulation that maintains setpoint during these events (rather than allowing pressure to drop uncontrolled) keeps dimensional performance stable through the transition.
Establish Preventive Maintenance Schedules
Tie inspection intervals for screws, barrels, die tooling, and pressure control components to production hours or output volume — not calendar time alone. Gradual wear is a silent scrap cost driver: catching compression ratio degradation or die gap distortion before it elevates reject rates is far cheaper than running elevated scrap until a failure forces your hand.
Standardize Operator Training and Procedures
Many extrusion lines have validated process windows that are inconsistently applied. If scrap rates vary between shifts or operators running the same product, the real constraint is training and procedure adherence — not equipment. Documented work procedures and regular audits of actual-versus-documented practice close this gap. When scrap is shift-dependent, that's the fix to prioritize.
Conclusion
Reducing scrap on a plastic tubing extrusion line requires identifying whether scrap originates from tooling geometry decisions, in-process control gaps, or operational habits — and fixing each category directly rather than chasing symptoms.
The most durable improvements come from building precision into the process before it runs:
- Tooling geometry — correct ADDR and DRB settings dialed in before first run
- In-process control — stable internal air pressure maintained through every production transition
- Operational discipline — consistent startup, monitoring, and maintenance practices
Treat scrap reduction as an ongoing process standard, not a one-time fix. Lines that build these practices into normal operations catch problems earlier, waste less material, and hold tighter tolerances over the long run.
Frequently Asked Questions
Frequently Asked Questions
How can I reduce scrap rate on a tubing extrusion line?
The three highest-leverage levers are tooling geometry (targeting lower ADDR and balanced DRB), internal air pressure stability during free extrusion with a precision regulator capable of sub-inch-of-water control, and structured startup/shutdown procedures that cut transition-window waste. Address all three — fixing only one rarely produces lasting results.
What is the purpose of minimizing scrap material during production?
Scrap reduction protects material margin — especially with high-cost resins like PA12, PEBA, and medical-grade PVC — while increasing effective throughput and cutting rework costs. In medical and automotive tubing, out-of-spec product reaching the customer carries compliance risks that far exceed the direct material cost.
What lubricants or additives are used to reduce friction in a tubing extrusion line?
Processing aids and internal lubricants — such as those used with flexible PVC or PTFE-loaded compounds — reduce die friction, improve melt flow uniformity, and help maintain dimensional stability. Additive selection must align with resin type, processing temperature range, and end-use compliance requirements (USP or FDA for medical-grade materials).
What causes dimensional variation in plastic tubing extrusion?
The primary causes are unstable internal air pressure, incorrect ADDR or DRB settings, melt temperature inconsistency, worn die tooling or screws, and mismatched haul-off and screw speeds. Each can independently produce OD, wall thickness, or concentricity variation — and multiple causes often compound during transition windows.
How does internal air pressure affect scrap rate in free extrusion tubing?
In free extrusion, tubing OD is shaped by the balance between draw tension and internal air pressure. Any pressure fluctuation — particularly at sub-inch-of-water levels required for small-bore or thin-wall tubing — causes OD variation and wall asymmetry that result in dimensional rejects. Stable, precise pressure regulation is therefore directly tied to scrap rate, especially during cuts and spooling transitions.
What is a good scrap rate target for a plastic tubing extrusion line?
Target scrap rates vary by application, resin, and production complexity. The most practical approach is to measure scrap by production phase — startup, changeover, steady-state, and shutdown — and set improvement targets for each. Lines with controlled tooling geometry, stable air pressure regulation, and disciplined process management consistently outperform those relying on reactive adjustment.