Introduction
Medical microbore tubing holds tolerances as tight as ±0.0005 inches — and when diameter drifts outside that window, processors often run oversized product just to meet minimum specs. The result: 10-20% material waste on every affected run. In automotive and industrial extrusion, the consequences are similar — scrap, downtime, and customer rejects.
Diameter variation is rarely one problem with one fix.
Root causes span material inconsistencies, equipment wear, process instability, and environmental factors — and they rarely act alone. When multiple causes occur simultaneously, diagnosing the right one first saves hours of troubleshooting. This article breaks down the most common contributors to diameter variation and what to look for in each category. Since material costs make up 50-90% of total product cost in extrusion, getting this right matters.
Key Takeaways
- Diameter variation traces to four root causes: material properties, equipment condition, process instability, and cooling inconsistencies
- Ignoring these variations leads to 10-20% scrap rates, downstream assembly failures, compromised performance in critical applications, and potential FDA recalls in medical device manufacturing
- Prevention starts with tight material handling, regular equipment maintenance, precision process sensors, and consistent cooling
- Sustained control requires statistical process control, routine equipment audits, operator training, and ultra-low pressure regulators for internal air support
Common Causes of Tubing Diameter Variation
Diameter variation rarely has a single cause. It typically arises from interactions among materials, equipment, process parameters, and environmental factors — and multiple issues often occur simultaneously, making the root cause harder to isolate.
Material-Related Causes
Molecular Weight Distribution (MWD) Inconsistencies:
Inconsistent molecular weight distribution between resin batches creates viscosity variations that affect melt flow through the die, resulting in diameter fluctuations. While melt flow index (MFI) testing is common, it provides only a single data point and is insufficient for predicting extrusion performance in precision applications. Gel Permeation Chromatography (GPC) provides better MWD characterization for critical tubing applications where viscosity consistency is paramount.
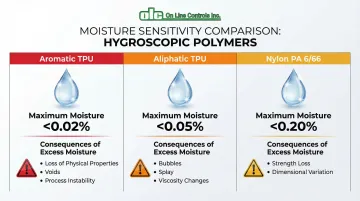
Moisture Content in Hygroscopic Polymers:
Excess moisture causes hydrolysis during extrusion, leading to chain scission, reduced molecular weight, and process instability. The impact is severe and material-specific:
| Material | Maximum Moisture | Consequences of Excess |
|---|---|---|
| Aromatic TPU | <0.02% | Loss of physical properties, voids, process instability |
| Aliphatic TPU | <0.05% | Bubbles, splay, viscosity changes |
| Nylon (PA 6/66) | <0.20% | Strength loss, dimensional variation |
Proper drying requires desiccant dryers with -40°C dew points, with aromatic TPUs typically requiring 2-4 hours at 82-104°C. For Nylon 66, fresh material may need 2-4 hours at 80°C, while material exposed to ambient air can require up to 20 hours.
Contamination and Regrind Issues:
Contamination from impurities or inconsistent regrind ratios alters flow characteristics and creates localized diameter changes. Even trace contamination — often invisible during material prep — disrupts the melt uniformity that precision tubing demands.
Equipment-Related Causes
Worn Extruder Screws and Barrels:
Worn components increase leakage flow between flights, reduce plasticating efficiency, and create pressure instabilities that translate to diameter variation. Industry guidelines recommend replacing screws when flight clearance reaches 2x the original specification for critical medical applications, or 4x for general purpose industrial tubing.
A new screw typically has flight clearance equal to the nominal diameter divided by 1000 (e.g., 0.0035" for a 3.5" screw). When this clearance doubles due to wear, specific rate decreases and melt temperature rises due to backflow, causing dimensional instability.
Improper Die Design:
Die design parameters affect melt distribution and die swell:
- Land length must provide adequate molecular orientation without excessive shear
- Compression ratio governs melt pressure and flow uniformity
- Uneven flow channel geometry creates asymmetric melt distribution
- Draw-down ratio runs typically 2:1 to 10:1; dies are usually sized 3-15% oversize to compensate for shrinkage
Tooling Misalignment:
Misaligned tooling components create asymmetric cooling and ovality. Precision-machined alignments can be affected by debris as small as 0.003 inches, shifting the extrudate off-center and creating unbalanced flow stress in the final product.
Process Control Instabilities
Temperature Variations:
Temperature variations in barrel zones or die regions alter melt viscosity and create pressure fluctuations that significantly affect diameter consistency. For Nylon 66, altering melt temperature by approximately 20°C can change viscosity by a factor of two. Even ±2-3°C variations can cause measurable diameter changes in precision tubing applications.
Common temperature control issues include:
- Inadequate PID controller tuning causing temperature hunting or oscillations
- Thermocouple failures or poor contact with barrel walls
- Insufficient heater band capacity for the application
- Temperature differences of 10-30°C across large extruders creating non-uniform melt
Screw Speed Variations:
Fluctuations in screw speed cause pressure surges that ripple through to the die. Research shows diameter fluctuations increase significantly when screw speeds exceed 40 rpm due to pulsatile melt conveyance. Drive system instability or poor motor control produces measurable dimensional variation.
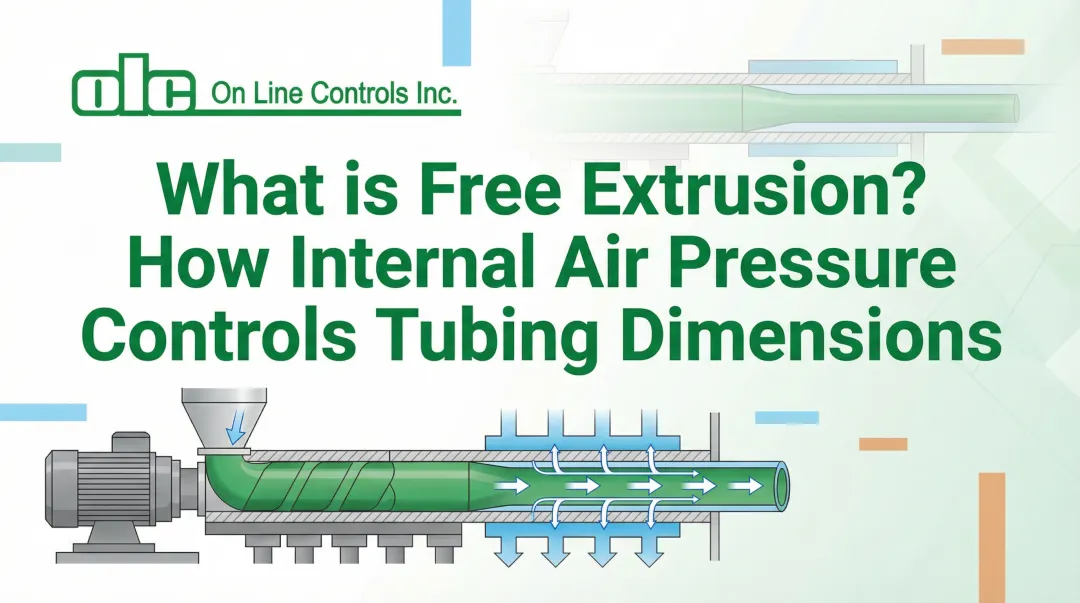
Unstable Internal Air Pressure:
For free extrusion, internal air pressure is critical for maintaining inner diameter and preventing collapse. Unstable internal air pressure creates variable wall thickness distribution and undermines outer diameter control. Precision applications require ultra-stable pressure control, often below 1 inch of water column, with instant response to flow changes during cutting or spooling operations.
Cooling and Environmental Factors
Uneven Cooling:
Uneven cooling around the tubing circumference causes differential shrinkage rates leading to ovality and diameter variation. Research on thin-walled catheter tubing shows that increasing the distance between die tip and cooling water beyond 30mm causes ovality to exceed 0.1, resulting in elliptical cross-sections due to gravity and unstable water layers.
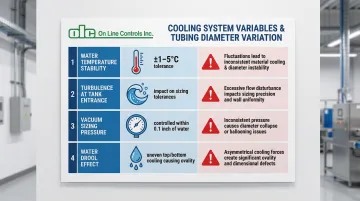
Cooling System Design Issues:
- Water temperature should stay constant within ±1-5°C for precision materials; fluctuations shift shrinkage rates
- Turbulence at the tank entrance causes uneven heat transfer — eliminating it can improve sizing tolerances by ±0.001 inches
- Vacuum sizing requires pressure levels controlled within 0.1 inch of water for consistent sizing
- Water drool at the tank entrance cools the bottom of the tube faster than the top, driving ovality
Environmental Factors:
Beyond the cooling system itself, plant-level conditions introduce variation that's easy to overlook:
- Seasonal variations in plant cooling water temperature (summer vs. winter)
- Ambient air drafts from open doors or HVAC cycling
- Proximity to heat sources affecting the cooling zone
- Humidity changes affecting hygroscopic resin moisture pickup
What Happens If Tubing Diameter Variation Is Ignored
Uncontrolled diameter variation hits your bottom line before it ever reaches a customer complaint. The costs accumulate across three areas:
Financial Impact:
- Scrap rates of 10–20% cut directly into margins — and when material costs run 50–90% of product cost, that's not a rounding error
- Poor dimensional control on high-output lines can drain $50,000/year in energy costs alone
- Sorting, re-inspection, and reprocessing out-of-spec product adds unplanned labor hours and pushes delivery timelines
Downstream Processing Failures:
- Tubing won't fit properly in assemblies, connectors, or fittings
- Automated assembly equipment rejects parts
- Secondary operations (printing, cutting, flaring) become inconsistent
- Customer complaints about fit and function issues
Critical Application Risks:
Medical device recalls tied to diameter variation are not hypothetical. In 2025, Smiths Medical issued a recall of endotracheal tubes after diameters came in smaller than specified — posing risks of insufficient ventilation, hypoxia, organ failure, or death, with eight injuries reported. Merit Medical recalled high-pressure tubing after relaxation issues created pathways for air to enter patients.
Catching variation early is what separates a process adjustment from a recall. Watch for these signals before the problem compounds:
Warning Signs You're About to Experience Diameter Variation:
- Increasing frequency of manual process adjustments by operators "chasing" specifications
- Rising reject rates during inspection, even when product measures within spec at release
- Melt pressure gauge fluctuations or temperature controller cycling
- Inconsistent extrudate appearance (gloss variations, surface irregularities)
- Noticeable die drool buildup requiring frequent cleaning
How to Prevent Tubing Diameter Variation
Prevention requires implementing layered controls across materials, equipment, process, and environmental factors. Each layer reduces variation sources and improves overall process capability.
Implement Rigorous Material Qualification and Handling Protocols
Incoming inspection covers four areas:
- MFI or rheology testing: Verify consistency between batches using ASTM D1238 standards
- Moisture content verification: Use gravimetric weight loss analyzers to verify moisture down to 0.001% for hygroscopic resins
- Visual inspection: Check for contamination, color consistency, and pellet uniformity
- Material traceability: Maintain lot tracking to correlate quality issues with specific batches
Follow resin manufacturer drying specifications precisely:
- Desiccant dryer settings: Maintain -40°C dew point for medical-grade resins
- Temperature and time: Aromatic TPU requires 82-104°C for 2-4 hours; Nylon 66 requires 80°C for 2-20 hours depending on exposure
- Dry air conveying: Use sealed hoppers to prevent moisture reabsorption
- Verification: Test dried material moisture content before processing
Apply these protocols before every production run, when:
- Changing material lots or suppliers
- Introducing regrind (maintain consistent ratios)
- Switching between material grades
- Restarting after extended downtime
Optimize and Maintain Extrusion Equipment
Regular dimensional inspections should cover:
- Screw flight clearances: Should be <0.004-0.006" for precision work; measure annually
- Barrel bore diameter: Replace when wear reaches 2x original radial clearance
- Die surfaces: Inspect for erosion, buildup, or damage using thermal imaging for temperature uniformity
Die design also warrants periodic verification:
- Draw-down ratios: Typically 2:1 to 10:1 for tubing applications
- Land length: Must stabilize flow without causing excessive pressure or melt fracture
- Flow balancing: Ensure breaker plate and screen pack are clean and properly seated
A tiered maintenance schedule keeps equipment in specification:
- Daily: Visual inspections and process parameter monitoring
- Weekly: First-piece dimensional verification
- Monthly: Calibration checks of sensors and instruments
- Quarterly: Heater bands, thermocouples, and safety systems inspection
- Annually: Comprehensive screw/barrel measurements and die inspection

Clean screws using brass tools and copper gauze—never use steel wire brushes that can damage surfaces.
Establish Stable Process Control with Precision Instrumentation
Well-maintained equipment sets the foundation; precise instrumentation keeps the process locked in during production.
Key sensor requirements:
- Pressure transducers: Use appropriate range with fast response times (100-500 microseconds)
- Temperature sensors: Spring-loaded thermocouples or RTDs with proper mounting and regular calibration
- Diameter measurement: Non-contact laser micrometers for real-time feedback with repeatability better than ±0.000006 inches
Controller tuning matters as much as the sensors themselves:
- Perform systematic PID tuning for each temperature zone rather than using default settings
- Modern controllers can maintain barrel temperatures within ±1°C using adaptive tuning algorithms
- Implement feed-forward control that anticipates process changes
- Consider adaptive control or fuzzy logic for complex multi-variable processes
For free extrusion of tubing, internal air pressure must stay ultra-stable — below 1 inch of water column — with instant response to flow changes. Stable internal pressure directly determines inner diameter consistency and wall thickness distribution, which controls outer diameter.
On Line Controls' MicroAir regulators are built specifically for this application, with pressure regulation accuracy of ±0.01% and a hysteresis-free force balance design that maintains set pressure from near-zero to rated maximum flow — even during cuts, spooling, and line speed changes.
Control Environmental and Cooling Variables
Cooling system design should prioritize uniformity:
- Water bath design: Use laminar flow patterns (eliminate turbulence and cascading)
- Temperature control: Maintain cooling water within ±1°C using properly sized chillers
- Vacuum sizing: Ensure even vacuum distribution around tubing circumference (controlled within 0.1 inch of water)
- Sizing sleeves: Use sandblasted or grooved surfaces to reduce drag and prevent sticking
Environmental disturbances are easy to overlook but significant in impact:
- Isolate extrusion lines from HVAC drafts and open doors
- Monitor and control ambient temperature in production area
- Use enclosed cooling sections where possible
- Implement seasonal process adjustments to compensate for cooling water temperature changes
Validate cooling system effectiveness through process capability studies and establish environmental monitoring (temperature, humidity) as part of routine process documentation.
Tips for Long-Term Prevention and Control
Addressing diameter variation over the long term requires disciplined systems — not just reactive adjustments. The following practices give extrusion teams a structural foundation for consistent quality.
Implement Statistical Process Control (SPC)
Use control charts to monitor critical dimensions and key process parameters (melt pressure, temperatures, line speed). Establish control limits based on process capability rather than specification limits, and train operators to recognize out-of-control signals before defects occur.
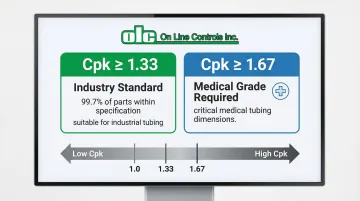
Standard Cpk benchmarks:
- Cpk ≥ 1.33 — industry standard, keeping 99.7% of parts within specification
- Cpk ≥ 1.67 — required for critical medical tubing dimensions
Conduct Regular Process Capability Assessments
- Quantify process performance through Cpk studies
- Investigate and eliminate special causes of variation
- Work systematically to reduce common cause variation through process optimization
- Document improvements and correlate with equipment condition
Develop Comprehensive Operator Training
- Cover the relationship between process variables and product quality
- Train on proper response to process alarms and out-of-control conditions
- Emphasize following established procedures rather than making unauthorized adjustments that cause "hunting" behavior
- Teach the principle: "Let the tube talk to you. Less is best."
Maintain Detailed Process Documentation
- Validated process parameters for each product/material combination
- Material traceability and correlation with quality metrics
- Equipment maintenance histories
- Continuous improvement initiatives based on data analysis
Conclusion
Tubing diameter variation has identifiable root causes spanning materials, equipment, process control, and environmental factors. Systematic investigation using data analysis and process knowledge reveals the specific causes in your operation. While the interactions are complex, each source of variation can be addressed through targeted countermeasures.
Prevention starts with rigorous material control, proper equipment maintenance, optimized process settings, and stable environmental conditions. These proactive measures deliver measurable results:
- Reduced scrap rates and material waste
- Less unplanned downtime and faster troubleshooting
- Improved customer satisfaction through consistent part quality
- Lower total cost of production over time
For applications where internal air pressure directly controls tubing OD — medical, catheter, and automotive tubing in particular — the precision of your pressure regulator matters. On Line Controls' MicroAir regulators regulate down to below 1 inch of water, with instant response to airflow changes and no calibration required, giving extrusion lines the stability needed to hold tight dimensional tolerances.
Frequently Asked Questions
What is the acceptable tolerance range for tubing diameter variation in different applications?
Tolerance requirements vary significantly by application. Medical and precision tubing typically requires ±0.001–0.003" (±0.025–0.076 mm), while industrial and commodity tubing may accept ±0.005–0.010" (±0.13–0.25 mm). Base your acceptable range on end-use requirements, assembly fit tolerances, and process capability.
How does die temperature affect tubing diameter consistency?
Die temperature directly influences melt viscosity and die swell. Higher temperatures reduce viscosity and increase die swell, causing diameter to increase. Even ±2–3°C variations create diameter fluctuations in precision applications. Precise die temperature control with properly tuned PID controllers is essential for consistent diameter.
Can diameter variation be corrected during production or only prevented?
Minor variations can be corrected in real-time through closed-loop control systems adjusting line speed, internal air pressure, or vacuum sizing. However, significant variations require stopping to address root causes. Attempting to "chase" specifications through constant manual adjustments typically worsens variation.
What role does internal air pressure play in controlling tubing diameter?
For free extrusion, internal air pressure maintains inner diameter and prevents collapse. Stable, precisely controlled pressure — often below 1 inch of water column — ensures consistent wall thickness and directly impacts outer diameter. This demands ultra-low pressure regulators with fast response and hysteresis-free operation.
How often should extrusion equipment be inspected to prevent diameter variation issues?
Follow a tiered inspection schedule: daily visual checks and parameter monitoring, weekly dimensional verification, monthly sensor calibration, and quarterly comprehensive inspections covering screw/barrel wear, die condition, and alignment. High-wear or critical applications warrant more frequent review.
What's the difference between diameter control requirements for medical versus industrial tubing?
Medical tubing requires tight tolerances (often ±0.001–0.002"), full traceability, process validation, and compliance with FDA and ISO 13485 biocompatibility standards using virgin materials. Industrial tubing accepts wider tolerances, may incorporate regrind, and prioritizes functional fit and cost-effectiveness over regulatory requirements.