Introduction
In medical tubing extrusion, pressure variations as small as 0.01 inches of water can cause measurable diameter fluctuations in thin-walled catheters and IV tubing — enough to push product outside dimensional tolerances, spike scrap rates, and trigger compliance failures. The right pressure regulator is the difference between a stable, validated process and one that fights you every shift.
Poor pressure control forces manufacturers to overproduce by 50% or more just to hit order quantities, burning through medical-grade polymers that can cost $10,000 per ton. The FDA's Quality Management System Regulation (QMSR) adds another layer: rigorous process validation means your equipment choices are documented, audited, and tied directly to your compliance posture.
What follows covers the technical specs, operational factors, and quality system considerations that separate a pressure regulator that performs from one that costs you in scrap, downtime, and audit findings.
Key Takeaways
- Medical tubing extrusion requires ultra-low pressure control (0.25–30 inches of water) to maintain precise tube dimensions during cooling
- Match regulators to your pressure range, stability spec (±0.2% for medical), response time, multilumen needs, and control system integration
- Hysteresis-free operation prevents dimension variations during cutting, spooling, and line speed changes
- Options span manual spring-based units for simple tubing to voice coil systems switching in under 0.1 seconds for bump/taper work
- Quality regulators last 10–25 years, eliminating a primary scrap variable and reducing long-term operating costs
What is a Pressure Regulator for Medical Tubing Extrusion?
A pressure regulator for medical tubing extrusion is a precision control device that maintains stable, ultra-low differential air pressure inside extruded tubing to control inner diameter, wall thickness, and prevent collapse during cooling. During free extrusion, semi-molten tubing exits the die and requires internal air support to maintain its shape until solidified—at pressures ranging from below 1 inch to 30 inches of water column (0.036 to 1.08 psi).
These specialized regulators operate at pressures far below standard pneumatic applications. Research demonstrates that pressure changes from 0.19 to 1.96 kPa significantly affect both inner and outer diameters, making precision regulation essential for maintaining tight tolerances in medical device manufacturing.
Three main technology types serve different application needs:
- Spring-based force balance systems use manual adjustment knobs for simple, single-lumen tubing with stable production parameters
- Electronic controllers with contact closure inputs integrate with OD gauges or laser measurement systems for automated diameter control feedback
- Voice coil actuators with analog voltage control enable pressure transitions under 0.1 seconds for high-speed bump/taper applications
Core Components of a Pressure Regulator System
Three functional subsystems determine overall regulator performance:
Pressure sensing and control — The regulator balances input pressure against a reference (spring tension or electronic setpoint) and bleeds off excess air to hold constant output pressure. The relief valve stem floats vertically on a balance spring, riding a cushion of air to eliminate friction and deliver hysteresis-free output.
Pressure measurement display — Options range from analog magnehelic gauges (±2% accuracy) to digital LED displays with 0.1% accuracy and 0.01-inch-of-water resolution. Digital displays offer approximately 20 times better resolution than analog meters—critical when holding tolerances as tight as ±5 µm.
Damping system — An oil chamber or electronic control loop prevents oscillation when flow rates shift due to cutting, spooling, or line speed changes. The fluid-filled chamber adds viscostatic damping without contacting process air, supporting a 10–20 year service life.
Benefits of Pressure Regulators in Medical Tubing Extrusion
These component-level precision advantages compound into measurable production gains:
Reduced Scrap and Material Savings
Maintaining dimensional tolerances minimizes rejected product. Reducing tolerance variability from ±0.08 mm to ±0.01 mm yields material savings of approximately 12.5%—significant when medical-grade polymers cost up to $10,000 per ton. Manufacturers using precision regulators achieve Process Capability (Cpk) values exceeding 2.0 on key dimensions.
Faster Setup and Changeover
Repeatable setpoints eliminate trial-and-error adjustments during product changeovers. Stable, hysteresis-free output holds pressure through shift changes and batch transitions without manual recalibration.
Complex Geometry Capabilities
The right pressure regulator enables production of:
- Multilumen tubing with independent lumen control preventing cross-interference
- Bump/taper profiles with coordinated pressure ramping during diameter transitions
- Ultra-thin-walled catheters requiring sub-1 inch water pressure control
What to Consider When Choosing the Best Pressure Regulator for Medical Tubing Extrusion
Selecting a pressure regulator requires matching technical specifications to your specific tubing application, production volume, and quality requirements. The following six factors connect regulator capabilities to measurable outcomes like scrap reduction, dimensional consistency, regulatory compliance, and total cost of ownership.
Pressure Range and Resolution Requirements
Matching the regulator's full-scale range to your application's typical operating pressure ensures optimal accuracy. Best practice: select a unit where your operating pressure falls in the middle 50% of the range, as regulators may lose precision below 10% of their full scale.
Common Medical Tubing Ranges:
- Micro-tubing/ultra-thin catheters: 0-3" or 0-5" water
- Standard medical tubing: 0-15" or 0-30" water
- Larger diameter medical tubing: 0-50" water to 0-5 psi
Resolution affects your ability to make fine adjustments. Digital displays offer 0.01 inch increments for ranges below 10 inches of water, while analog gauges provide ±2% of full scale readability—a significant difference when controlling thin-walled products.
Precision, Stability, and Repeatability Specifications
Stability (how well pressure holds under constant conditions) should be ±0.2% of full scale or better for medical applications. Even slight pressure variations cause dimensional changes in thin-walled tubing—fluctuations as minor as 0.05 inches of water can result in dimensional deviations that exceed strict tolerances.
Repeatability (ability to return to the same setpoint) is critical for production consistency across shifts and batches. Specifications of ±0.2% ensure dimensional uniformity, supporting quality system documentation required by FDA QMSR and ISO 13485:2016.
Hysteresis refers to the pressure difference between increasing and decreasing flow. Hysteresis-free regulators maintain constant pressure during cutting, coiling, and line speed changes: all conditions that occur continuously throughout production.
Response Time and Control Method
Precision specs define what a regulator must achieve. Control method and response time define how it performs under real production conditions — where pressures shift with line speed, diameter changes, and automated feedback. Selection depends on your application's dynamic requirements:
Manual Regulators (Spring-Based)
Manual units with adjustment knobs work well for single-lumen straight tubing with stable production parameters. They offer simplicity, reliability, and the lowest initial cost for applications without automation requirements.
Electronic Controllers (Contact Closure)
Electronic controllers accepting contact closure inputs integrate with OD gauges or laser measurement systems, enabling automated diameter control feedback. These units support semi-automated production and can respond to real-time measurement data.
Voice Coil Actuators (0-10V Input)
Voice coil systems with analog voltage input capability enable pressure transitions in under 0.1 seconds (typically 20 milliseconds), essential for bump/taper tubing where pressure must be synchronized with haul-off speed changes to maintain wall thickness during diameter transitions.
Multilumen and Complex Geometry Capabilities
Multilumen tubing requires independent pressure regulation for each lumen to control individual dimensions and prevent cross-interference. Each lumen's size and shape depends on its specific internal pressure—changes in one lumen shouldn't affect others.
Specify multi-channel units (2, 3, or 4 channels in one enclosure) rather than multiple single-channel units for space efficiency and synchronized control. Some medical devices now feature 30+ lumens, requiring sophisticated multi-channel regulation systems.
Bump/taper tubing applications need regulators capable of smooth pressure ramping coordinated with line speed changes. As the tube's outer diameter increases or decreases, internal pressure must adjust proportionally to maintain consistent wall thickness throughout the profile change.
Integration and Documentation Requirements
Output Options for Closed-Loop Control
Output signals (0-10V or 4-20mA) enable closed-loop control integration with PLCs, allowing automated pressure adjustment based on real-time dimensional feedback from OD measurement systems. The result: dimensional deviations get corrected before they generate scrap.
Regulatory Documentation
That integration capability also has compliance implications. FDA QMSR incorporates ISO 13485:2016 by reference, mandating rigorous process validation (Clause 7.5.6) and control of monitoring equipment (Clause 7.6). Manufacturers must maintain:
- Material certificates for wetted components
- Calibration certificates traceable to NIST or international standards
- Compliance statements for FDA, CE, or ISO requirements
Supplier Change Notification
Establish notification agreements when suppliers plan ingredient or manufacturing changes that could affect regulator performance or compliance status. This protects your validated processes and quality system documentation.
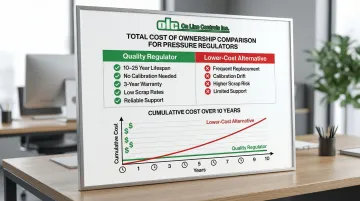
Total Cost of Ownership and Reliability
Initial purchase price should be evaluated against lifespan, maintenance requirements, and downtime costs. Quality regulators last 10-25+ years with minimal maintenance, offering superior total cost of ownership compared to lower-cost alternatives that may drift or require frequent replacement.
Scrap Cost Impact
Regulator reliability directly impacts scrap rates. A unit that drifts or oscillates can generate thousands of dollars in wasted material before the problem is detected. Poor process consistency can force manufacturers to produce 38,000 units to yield 25,000 good parts, severely eroding margins.
Manufacturer Support Evaluation
Assess manufacturer support including:
- Technical assistance from engineers with deep extrusion experience
- Replacement part availability (though quality units rarely need parts)
- Warranty terms (3-year standard for quality units)
- Range change capabilities for application flexibility
- Calibration requirements (quality units shouldn't need recalibration)
How OLC Can Help
On Line Controls has manufactured MicroAir pressure regulators for medical tubing extrusion since 1980. Many units remain operational after 15–25 years in production environments — a track record that directly affects total cost of ownership for extrusion lines.
OLC's focus on ultra-low pressure regulation — including ranges as low as 0–0.25 inches of water — means the MicroAir line is built specifically for the stability and precision that medical tubing extrusion demands. As catheter and medical tubing tolerances have tightened, OLC has refined the MicroAir accordingly.
MicroAir Models and Configurations
The MicroAir line addresses the full spectrum of applications:
- MicroAir I (manual): 30-turn adjustment knob for simple single-lumen tubing
- MicroAir II (contact closure): Integration with OD gauges and measurement systems
- MicroAir IV (0-10V input): High-speed switching (<0.1 second) for bump/taper tubing
- Multi-channel units: 2, 3, and 4-channel configurations for multilumen applications
Technical Performance
MicroAir regulators deliver hysteresis-free operation with ±0.2% stability for ranges of 30 inches of water and below, ensuring constant pressure regardless of flow variations from cutting, spooling, or line speed changes. Digital display options provide ±0.1% accuracy with 0.01 inch resolution for ultra-precise applications.
Total Cost Advantages
The cost benefits extend well beyond the purchase price:
- 10-25+ year product lifespan with many units exceeding this range
- No calibration requirements throughout operational life
- Three-year warranty with unlimited phone support
- Free range changes within 60 days for MicroAir I and II models
- Direct technical support from engineers with 35+ years of extrusion experience
OEM and Retrofit Support
OLC works directly with major extruder OEMs including Davis-Standard, Conair, RDN, and Gimac. MicroAir units can be factory-installed on new lines or retrofitted to existing equipment, with technical guidance to minimize downtime during installation.
For questions about which model fits your application, OLC's engineering team is reachable directly at olc@onlinecontrols.com or 978-562-5353.
Conclusion
Choosing the right pressure regulator impacts product quality, regulatory compliance, and profitability for years to come. The decision ripples through your operation—affecting scrap rates, setup times, dimensional consistency, and your ability to meet tighter medical device requirements.
The right regulator isn't the most feature-rich or the lowest-priced — it's the one that fits your specific application. Before committing, run through these four checks:
- Match pressure range to your typical operating conditions
- Verify precision specifications meet your dimensional tolerances
- Confirm the control method suits your production needs (manual, electronic, or high-speed)
- Evaluate total cost of ownership, including expected lifespan and maintenance demands
Pressure regulation should be periodically reviewed as production requirements evolve, new tubing designs are introduced, or dimensional tolerances tighten. A regulator that served your line well five years ago may not hold up to today's catheter tolerances or multi-lumen geometries — so build that review into your quality process before standards force the issue.
Frequently Asked Questions
How do I choose the right pressure regulator?
Start by matching the pressure range to your process, keeping operating pressure in the middle 50% of that range. From there, confirm:
- Precision specs meet your tolerance (±0.2% stability for medical tubing)
- Control method fits your production—manual, electronic, or voice coil
- Total cost of ownership accounts for the 10-20+ year lifespan and low maintenance
What pressure ranges are typical for medical tubing extrusion?
Most medical tubing applications use 0–3", 0–5", 0–15", or 0–30" of water column pressure ranges. Ultra-thin-walled catheter tubing requires as low as 0–0.25" water for the most delicate applications. Larger diameter or thicker-walled medical tubing may use up to 0–5 psi (138" water) ranges depending on tube geometry and material properties.
Why is hysteresis-free operation important in pressure regulators?
Hysteresis causes pressure to vary between increasing and decreasing flow conditions, which occurs constantly during tubing cutting, coiling, and line speed changes. Hysteresis-free regulators maintain constant pressure regardless of these flow variations, ensuring consistent tubing dimensions throughout production. This eliminates a major source of dimensional variability that can increase scrap rates and compromise quality system validation.
What's the difference between manual and electronic pressure regulators?
The three main types differ by control speed and automation level:
- Manual: Spring-based adjustment for stable, constant pressure in simple single-lumen lines
- Electronic: Accepts OD gauge or PLC signals for closed-loop, real-time dimensional correction
- Voice coil: Switches pressure in under 0.1 seconds—required for bump/taper tubing production
How many channels do I need for multilumen tubing?
Each lumen requires its own independent pressure channel — a 3-lumen tube needs a 3-channel regulator. Multi-channel units (2, 3, or 4 channels in one enclosure) offer space efficiency and synchronized control compared to stacking multiple single-channel units.
What are the 5 steps of extrusion?
The core steps are: feeding pellets into the hopper, melting material through the extruder screw, shaping it through the die with internal air pressure support, cooling the profile while regulated pressure maintains dimensions, then pulling, cutting, or spooling the finished tubing. Pressure regulation is active from step 3 onward.