Extrusion](https://file-host.link/website/onlinecontrols-4f3sdh/assets/blog-images/f04ed58f-353c-4759-8bff-8ab5639e59ae/1781191254037364_628c28cfa3924c6bba7dd1e6e4ea1abf/360.webp)
Choosing the wrong regulator affects more than scrap rates. It affects process validation documentation, FDA QMSR compliance posture, and the total cost of running a medical-grade extrusion line.
This guide covers the six technical and operational factors that separate a pressure regulator built for medical tubing from a general-purpose unit.
Key Takeaways
- Medical tubing extrusion requires ultra-low pressure control — typically 0.25 to 30 inches of water column
- Hysteresis-free operation is a baseline requirement, not a premium feature
- Operate in the middle 50% of your regulator's pressure range for best accuracy
- Choose a control method — manual, contact closure, or voice coil — based on your tubing geometry
- Quality regulators last 10–20 years — upfront cost rarely reflects long-term value
- Each lumen in multilumen tubing requires its own independently controlled pressure channel
What Is a Pressure Regulator for Medical Tubing Extrusion?
A pressure regulator for medical tubing extrusion is a precision control device that maintains stable, ultra-low differential air pressure inside semi-molten tubing as it exits the die. During the free-extrusion cooling phase, this internal air pressure prevents lumen collapse and controls inner diameter, wall thickness, and ovality.
Core Components
Stem design determines output consistency: The regulator balances supply pressure against a spring-tension or electronic setpoint reference, continuously bleeding off excess air to hold constant output. A stem that floats freely on an air cushion produces hysteresis-free output; one that contacts friction surfaces introduces stick-slip behavior and pressure drift.
Display accuracy shapes process control: Analog gauges run at ±2% full-scale accuracy. The MicroAir digital option delivers ±0.1% accuracy below 60 inches of water, with 0.01-inch resolution on ranges below 10 inches of water. For thin-walled medical tubing with micron-level tolerances, that resolution gap is a process control variable — not a cosmetic upgrade.
Damping method affects both stability and lifespan: An oil chamber or electronic control loop prevents pressure oscillation when flow rates shift during cutting, coiling, or line speed changes. A sealed oil chamber that never contacts process air needs no replacement fluid, which is a key reason MicroAir units routinely reach 10–20 year operational lifespans.
Production and Compliance Benefits
- Tighter OD/ID control — reduces dimensional scrap and material waste
- Repeatable setpoint recovery — supports consistent output across shifts and product changeovers
- Complex geometry capability — multilumen, bump/taper, and ultra-thin-walled catheter profiles require stable internal air support to hold dimensions
- Compliance documentation — a validated, stable pressure regulator becomes a documented process control element under FDA QMSR (effective February 2026, incorporating ISO 13485:2016), supporting process validation and control of monitoring equipment requirements
What to Look for in a Pressure Regulator for Medical Tubing Extrusion
The six factors below are not independent — pressure range, control method, and integration requirements must be evaluated together against your specific tubing geometry, material, and regulatory context.
Pressure Range and Resolution
Most medical tubing applications operate between 0.25 and 30 inches of water column (roughly 0.009 to 1.08 psi). Operating near the bottom 10% of a regulator's full-scale range degrades accuracy. Best practice: select a unit where your typical operating pressure falls in the middle 50% of the full-scale range.
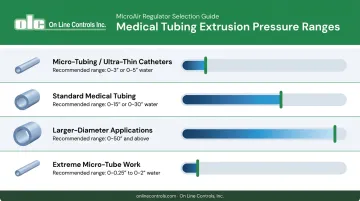
Common range tiers for medical tubing:
| Application | Recommended Range |
|---|---|
| Micro-tubing, ultra-thin catheters | 0–3" or 0–5" water |
| Standard medical tubing | 0–15" or 0–30" water |
| Larger-diameter applications | 0–50" or above |
| Extreme micro-tube work | 0–0.25" to 0–2" water |
Resolution — the smallest increment that can be reliably set and observed — directly limits process control precision. An analog gauge at ±2% full scale on a 30-inch range is accurate to ±0.6 inches of water. A digital display at ±0.1% full scale resolves to 0.01 inches of water on low ranges. On thin-walled catheter tubing, that difference is auditable in your dimensional data.
Precision, Stability, and Hysteresis-Free Operation
For medical-grade applications, stability should be ±0.2% of full scale or better at ranges of 30 inches of water and below. This supports the dimensional uniformity needed for ISO 13485:2016 and FDA QMSR process validation documentation.
Hysteresis is the pressure difference between increasing-flow and decreasing-flow conditions. It surfaces every time cutting, coiling, or line speed changes alter airflow — which is constantly. A regulator with measurable hysteresis introduces dimensional variation at exactly the moments when pressure stability matters most.
Hysteresis-free design comes down to mechanics. When a relief valve stem is hung vertically and floats on a cushion of air rather than contacting friction surfaces, friction is negligible and output pressure holds constant regardless of flow direction. This is a design requirement, not a premium option.
Response Time and Control Method
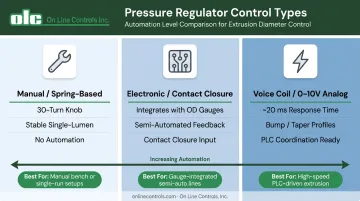
The right control type depends on your product geometry and automation requirements:
| Control Type | How It Works | Best For |
|---|---|---|
| Manual (spring-based) | 30-turn adjustment knob, operator-set | Stable single-lumen straight tubing, no automation |
| Electronic (contact closure) | Integrates with OD gauges (LaserLinc, Zumbach, BetaLasermike) for automated feedback | Semi-automated diameter correction |
| Voice coil (0–10V analog) | Responds to step changes in under 0.1 second (typically ~20 ms) | Bump/taper profile tubing with PLC coordination |
For bump/taper work, voice coil control is not optional. As OD increases or decreases through a profile transition, internal pressure must ramp proportionally to maintain wall thickness. A PLC-based high-speed pressure control loop described by Graham Engineering achieved a 30 ms total response time — the speed required to maintain wall dimensions through profile transitions on fast production lines.
The control architecture chosen also becomes part of the process validation record. Electronic and voice coil systems that output 0–10V or 4–20mA signals enable closed-loop integration with dimensional measurement systems, reducing the window between a deviation occurring and a corrective adjustment being made.
Multilumen and Complex Geometry Capability
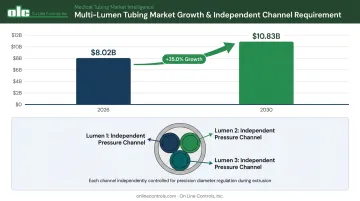
Each lumen in multilumen tubing requires its own independently controlled pressure channel. Changes in one lumen's pressure affect its geometry and can cross-interfere with adjacent lumens. A 3-lumen catheter requires a 3-channel regulator — with each channel maintaining its own setpoint independently.
The multi-lumen medical tubing market is projected to grow from $8.02B in 2026 to $10.83B by 2030, driven by more complex catheter designs entering clinical use. Multi-channel units in a single enclosure are preferred over stacking individual units for space efficiency and synchronized control.
In bump/taper applications specifically, each channel must execute coordinated pressure ramps in sync with haul-off speed — overshoot or lag in any single channel shows up directly in wall thickness data.
Integration and Regulatory Documentation
Signal compatibility is where hardware selection becomes a documentation decision. A regulator with 0–10V or 4–20mA output doesn't just enable closed-loop PLC integration — it creates a logged, auditable correction record that supports process validation under FDA QMSR and ISO 13485:2016.
Regulatory documentation requirements under FDA QMSR are practical, not theoretical. Manufacturers should verify that suppliers can provide:
- CE compliance statements for international production lines
- Factory calibration confirmation (no ongoing recalibration burden)
- Material information for wetted components
- Supplier change notification agreements to protect validated processes
Total Cost of Ownership and Manufacturer Support
Initial purchase price is a poor indicator of value for a production-critical instrument. MD+DI has reported that material costs represent 50–90% of total product cost in medical tubing extrusion, with medical-grade compounds reaching $10,000 per ton. Pressure instability that drives scrap — even at a fraction of a percent of output — compounds quickly against those material costs.
Quality regulators designed for medical extrusion have service lives of 10–20 years with minimal maintenance. Units that drift, require recalibration, or need early replacement carry hidden costs: production downtime, revalidation burden, and scrap generated before the drift is detected.
Manufacturer support criteria to evaluate:
- Technical depth — engineers with direct extrusion experience, not just product sales
- Warranty terms — three years is a standard benchmark for quality units
- Calibration requirements — quality units should not require recalibration in normal service
- Range-change flexibility — the ability to adjust full-scale range without replacing the unit
- Multi-channel configurations and OEM installation support availability
How OLC Can Help
On Line Controls, Inc. (OLC) has manufactured ultra-low air pressure regulators for plastic tubing extrusion since 1980, accumulating over 44 years of focused production experience. Many MicroAir units remain in service after 15–20 years of constant production use, a real-world indicator of long-term value.
Units with serial numbers below 7000 are no longer repairable because the internal valve body wore out after two decades of continuous use. That wear pattern confirms those units ran that long.
Each product in the MicroAir line maps directly to the selection factors covered in this guide.
The MicroAir Product Line
- MicroAir I — Manual, 30-turn fine adjustment knob; suited for stable single-lumen applications where no automation is required
- MicroAir II — Accepts contact closure input from OD gauges (LaserLinc, Zumbach, BetaLasermike) for semi-automated diameter feedback control
- MicroAir IV — 0–10V analog input with voice coil actuator; responds to 50% full-scale step changes in approximately 20 ms; designed specifically for bump/taper profile tubing and PLC integration
- MultiAir configurations — Dual (2-channel), 3-channel, and 4-channel units in single stainless steel enclosures; each channel independently controlled with its own setpoint, range, and optional digital display

Core Performance Specifications
All MicroAir and MultiAir units share the following performance characteristics:
- Free-floating valve stem on air cushion eliminates hysteresis and friction-based pressure inconsistency
- ±0.2% stability for ranges at 30 inches of water and below
- Ultra-low range capability — down to 0–0.25 inches of water for micro-tube applications
- Factory-set before shipping — no recalibration required; silicone oil damping fluid never needs replacement when the unit is kept vertical
- CE compliant across all models and range configurations
- Three-year warranty on parts and labor, including unlimited phone support
OEM and Retrofit Support
MicroAir units are factory-installed by major extruder OEMs including Davis-Standard, Conair, RDN, Gimac, and Graham/AK Brand. Retrofit installation on existing lines is also supported. Free range changes are available within 30 days of purchase for MicroAir I and II models; MicroAir IV range changes are available at the factory for a fee.
Technical support comes directly from OLC's engineering team, including President Kay DeWolfe (35+ years of industry experience). Reach the team by phone at 978-562-5353 or email at olc@onlinecontrols.com.
Conclusion
The right pressure regulator for medical tubing extrusion is the one that matches your application's pressure range, stability requirements, control method, geometry complexity, and integration architecture. Match the specification to the process — not the other way around.
Process requirements evolve. New tubing designs, tighter catheter tolerances, and additional lumens can push an existing regulator beyond its validated operating range. When your product designs change or tolerances tighten, revisit your pressure regulation setup as part of the quality review — not as an afterthought.
To evaluate your specific application against the criteria above, contact OLC's engineering team at olc@onlinecontrols.com or 978-562-5353 for application-specific guidance.
Frequently Asked Questions
What pressure range is typical for medical tubing extrusion?
Most medical tubing runs between 0.25 and 30 inches of water column. Standard catheter and IV tubing typically uses 0–15" or 0–30" ranges; micro-tubing and ultra-thin catheters may need 0–3" or even 0–0.25" ranges. For best accuracy, your operating pressure should fall within the middle 50% of your selected range.
Why is hysteresis-free operation critical in a medical extrusion pressure regulator?
Hysteresis causes output pressure to differ depending on whether flow is increasing or decreasing — a condition that occurs constantly during cutting, coiling, and line speed changes. A regulator with measurable hysteresis introduces dimensional variation at exactly those moments, creating a systematic source of scrap that is difficult to trace back to the regulator.
What is the difference between manual, electronic, and voice coil pressure regulators?
Each type serves a different level of automation: manual (spring-based) units suit stable single-lumen lines; electronic units with contact closure integrate with OD gauges for semi-automated feedback; voice coil units with 0–10V analog input switch in ~20 ms, making them the right choice for bump/taper tubing where pressure must ramp in sync with haul-off speed.
How many regulator channels do I need for multilumen tubing?
Each lumen requires its own independent pressure channel — a 3-lumen catheter requires a 3-channel regulator. Multi-channel units in a single enclosure are preferred over stacking individual units, as they provide synchronized control and more efficient use of line space.
Do pressure regulators for medical extrusion require regular calibration?
High-quality regulators designed specifically for extrusion should not require recalibration under normal service conditions. Units that drift and need frequent recalibration add validation burden and increase the risk of dimensional deviations going undetected between calibration intervals.
What documentation should I expect from a pressure regulator supplier for a regulated medical production line?
A compliant supplier should provide:
- CE compliance statements and factory calibration confirmation
- Material information for all wetted components
- Supplier change notification agreements to protect validated processes from undocumented component changes