The problem is that most operators don't know how long their regulator should last, or when to start worrying. General-purpose industrial regulators and purpose-built extrusion regulators have very different lifespans. Running the wrong expectations for either one leads to either premature replacement costs or missed end-of-life signals that show up as scrap.
This article covers realistic lifespan ranges for extrusion line pressure regulators, what shortens or extends that lifespan, and how to recognize when a regulator is failing before it takes a production run with it.
Key Takeaways
- Purpose-built extrusion regulators typically last 10–25 years; general-purpose units often need replacement in 3–5 years
- "Lasting" means holding stable, hysteresis-free pressure — not just surviving mechanically
- Failing regulators show up in production data first — OD drift and rising scrap precede any physical signs
- Clean, dry compressed air upstream is the single highest-impact step for extending service life
- Specifying a regulator built for ultra-low pressure extrusion matters more than any maintenance practice
How Long Should a Pressure Regulator Last on an Extrusion Line?
The honest answer: it depends on what type of regulator you're running.
Purpose-built extrusion regulators (designed specifically for sub-PSI, ultra-low pressure operation) typically last 10–25 years in field use. OLC's MicroAir regulators, engineered for plastic tubing extrusion at pressures below 5 PSI, carry a documented life expectancy of 10–20 years with many units still operational at 15–20 years under constant use. OLC backs this with a three-year warranty on parts and labor.
General-purpose industrial regulators repurposed for extrusion use tend to fall well short of this range. Without the precision spring mechanics and damping systems required for sub-PSI stability, they wear faster in this application and lose the precision needed before mechanical failure occurs.
What "Lasting" Actually Means for Extrusion
This is where the definition matters. A regulator at end-of-life for extrusion purposes isn't necessarily broken — it may still deliver air. What it can no longer do is maintain stable, hysteresis-free pressure at ultra-low settings.
Extrusion regulators operate at pressures that standard industrial units rarely see. Free extrusion of plastic tubing commonly requires internal air pressure in the range of 0.5–5 inches of water column (as low as 0.018–0.18 PSI). OLC's MicroAir line covers ranges starting at 0–2 inches of water, with a minimum full-scale range of 0–0.25 inches of water.
At those pressures, degraded performance shows up quickly. Signs a regulator has reached end-of-life for extrusion work include:
- Pressure creep — output drifts above the set point without input changes
- Increased hysteresis — the regulator responds differently on the way up than on the way down
- Diameter variation — even a 0.1 inch of water fluctuation produces measurable OD inconsistency in finished tubing
Because these symptoms appear in output quality before any mechanical breakdown, calendar-based replacement schedules miss the point. No ISO or ANSI standard defines a universal replacement interval for precision pneumatic regulators in extrusion use. Replacement timing should be driven by air quality history, observed pressure stability, and production quality trends — not a calendar date alone.
What Affects How Long a Pressure Regulator Lasts on an Extrusion Line
No single variable determines lifespan. These four factors interact, and each one can accelerate or slow wear independently.
Air Supply Quality
This is the clearest lifespan variable with the strongest evidence behind it. Swagelok's guidance on preventing regulator creep states directly that particulates compromise regulator seats, producing imperfections that cause pressure to rise above the set point. Upstream filtration reduces creep and improves both accuracy and life expectancy.
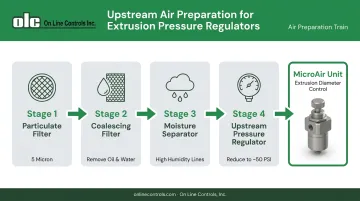
For extrusion applications, a proper air prep train should include:
- A particulate filter (5 micron upstream of any coalescing element)
- A coalescing filter to remove oil and water aerosols
- A moisture separator for lines with high humidity exposure
- A pressure regulator upstream to reduce plant air to approximately 50 PSI before the MicroAir unit
Moisture, oil contamination, and particulates all accelerate diaphragm and seal degradation. Clean, dry air is the highest-return investment in regulator longevity.
Cycle Frequency and Production Schedule
Every pressure adjustment cycle accumulates wear on dynamic components — diaphragms, seats, and springs. SMC lists approximately 10 million cycles as an expected service life for standard air regulator designs, though no equivalent sub-1-PSI diaphragm cycle rating has been published for ultra-low extrusion regulators.
A medical tubing line running 24/7 accumulates cycles at a rate an intermittent production schedule never approaches. Continuous-run operations should plan for earlier inspection windows and factor cumulative cycle count into replacement planning, even if units haven't reached their calendar age threshold.
Environmental Conditions
Extrusion floors present specific hazards to regulator elastomers:
- Temperature cycling from ambient conditions and nearby cooling troughs
- Humidity from water baths and open cooling channels
- Airborne particulates from plastic processing
Both physical and chemical degradation deteriorate seal performance over time. Diaphragm cracking and brittleness from temperature cycling is typically the first internal failure mode in older regulators, and it rarely produces obvious external symptoms before it affects pressure stability.
Regulator Design
A regulator designed for 0–150 PSI industrial use carries different internal geometry, spring tension, and diaphragm construction than one engineered for sub-PSI precision. That gap in design intent is what separates a standard plant regulator from a unit built to last on an extrusion line.
OLC's MicroAir uses a floating relief valve stem on a balance spring, literally suspended on a cushion of air, with viscostatic damping fluid in a separate chamber that never contacts process air. That construction produces hysteresis-free output at pressures most industrial regulators can't resolve accurately — and it's what enables the 10–20+ year service life.
Warning Signs Your Extrusion Line Pressure Regulator Is Failing
The earliest warning signs appear in production data, not in the regulator itself.
Production-Side Indicators
If you're seeing any of these trends, check the regulator before anything else:
- Gradual OD drift on tubing dimensions
- Increasing wall thickness inconsistency
- Rising scrap rates without a clear upstream cause
- Dimensional variation that worsens after a pressure adjustment
For medical tubing or catheter extrusion, these signals carry extra urgency. Dimensional tolerances are tighter, and a drifting regulator can push product out of specification before anyone suspects the pressure control system.
Regulator-Side Symptoms
Once production data flags a problem, inspect the regulator for:
- Pressure creep — delivery pressure rising above the set point without adjustment, indicating a damaged or contaminated seat
- Hunting or oscillation — cyclic pressure swings that produce repeating OD variation patterns
- Increased hysteresis — more adjustment input is needed to produce a pressure change than before, signaling diaphragm or spring fatigue. If the same knob position yields different tubing dimensions depending on whether you adjusted up or down, the dead-band has grown — and it will widen further if left unaddressed
- Physical signs — visible corrosion on body fittings, air leaking from the vent port, unusual resistance on the set screw, or a gauge that won't return to zero at zero flow

Dead-band growth directly degrades diameter control — and it compounds. Catching it early through periodic hysteresis checks is faster than diagnosing the scrap it eventually causes.
When to Replace vs. When to Repair
Three factors drive this decision: unit age, the specific symptom, and whether the original precision is recoverable.
Repair is appropriate when:
- The unit is under 10 years old
- The problem is an isolated symptom — a leaking O-ring, minor seat contamination, or a fitting issue
- Performance can be verified and confirmed after the repair
OLC can service most MicroAir units under 10 years old, typically in one day.
Full replacement is appropriate when:
- Diaphragm fatigue is present and cannot be resolved by cleaning or seal service
- Hysteresis persists after service — the unit can no longer hold stable pressure at its rated range
- Body corrosion is present
- The unit is 15+ years old and approaching the end of its design life (OLC notes that MicroAir units with serial numbers below 7000 are no longer repairable due to internal body wear from 20 years of use)
Schedule replacement during a planned downtime window. A proactive swap gives you time to verify the new regulator's set point and confirm dimensional stability before production resumes — avoiding the yield loss and line disruption that come with an unplanned mid-run change.
Best Practices to Extend Pressure Regulator Lifespan
A few deliberate steps add years to regulator service life.
1. Build a proper upstream air prep train Install a particulate filter, coalescing filter, and moisture separator upstream of the regulator. Regulate plant air down to approximately 50 PSI before it reaches the MicroAir unit. This protects internal components from the contamination modes most responsible for premature failure.
2. Establish a consistent inspection cadence At minimum, inspect annually. For continuous-run lines — particularly medical or catheter tubing operations — inspect more frequently. Each inspection should include:
- Check for pressure creep at the current set point
- Assess hysteresis by adjusting pressure up and down
- Inspect for external leaks and corrosion
- Review recent OD and scrap rate trends for early dimensional drift

3. Specify the right regulator for the application No maintenance practice compensates for using the wrong tool. A general-purpose industrial regulator operating at sub-PSI extrusion pressures is immediately operating outside its designed precision range. OLC's MicroAir line is engineered specifically for this application, with:
- Hysteresis-free output under continuous process conditions
- Stability of ±0.2% or better at 30 inches of water and below
- Field-documented service life of 10–20+ years across global extrusion operations
Frequently Asked Questions
How long do pressure regulators usually last?
General-purpose industrial regulators typically last 5–15 years, depending on operating conditions. Purpose-built extrusion regulators designed for ultra-low pressure use — like OLC's MicroAir — are documented at 10–25 years. Air quality, cycle frequency, and whether the regulator was designed for the application are the primary variables.
How to tell if a pressure regulator is going bad?
Common warning signs include:
- Pressure creep (delivery pressure rising above set point)
- Increased hysteresis (requiring more adjustment to change pressure)
- Visible leaks or corrosion
- Rising OD variation or scrap rates on the extrusion line
Production data typically flags problems before physical symptoms appear.
What factors most affect how long a pressure regulator lasts on an extrusion line?
Four variables matter most:
- Compressed air cleanliness and dryness
- Cycle frequency (continuous versus intermittent production)
- Ambient conditions (temperature cycling, humidity near cooling troughs)
- Whether the regulator was engineered specifically for ultra-low pressure extrusion
How often should I inspect the pressure regulator on my extrusion line?
Plan for at least an annual physical inspection. Continuous-run operations should inspect more frequently. Between inspections, monitor OD consistency and scrap rate trends; dimensional drift is an early warning that often shows up before physical symptoms become obvious.
Can an extrusion line pressure regulator be repaired, or does it need full replacement?
Minor failures (O-ring wear, seat contamination) are repairable, and most units under 10 years old can be serviced quickly. Units showing diaphragm fatigue, persistent hysteresis after service, body corrosion, or those over 15 years old are generally better candidates for full replacement.
Does continuous 24/7 operation shorten pressure regulator lifespan on an extrusion line?
Yes. Continuous operation significantly increases cumulative cycle count on diaphragms and seals compared to intermittent production. Operators running around-the-clock lines should plan for more frequent inspection intervals and factor in earlier replacement windows, even if the unit hasn't reached its full calendar age threshold.