Many manufacturers have learned this the hard way. A generic regulator gets pulled off the shelf, installed on a new tubing line, and within hours the OD starts drifting. The team adjusts process parameters, checks the extruder, reviews the die — and never suspects the regulator, because it "worked fine" on the last application.
The problem isn't that the regulator is broken. It's that the regulator was never designed for this.
This article covers the key design differences between generic spring-loaded regulators and purpose-built units like the MicroAir from On Line Controls, the specific failure modes standard regulators exhibit at sub-1-PSI extrusion pressures, and how to determine which regulator your line actually requires.
Key Takeaways
- Tubing extrusion internal air support operates at 1–27 inches of water column (0.036–1.0 PSI) — below the controllable range of standard industrial regulators
- Generic regulators fail through hysteresis, droop, slow recovery, and seat leakage — each causing direct OD variation and scrap
- The MicroAir delivers ±0.2% full-scale accuracy, responds to pressure changes in under 0.1 seconds, and operates below 1 inch of water without drift
- A 10–20 year service life with no recalibration required makes MicroAir the lower total-cost choice across the full run of a production line
- Free extrusion applications — medical, catheter, and precision automotive tubing included — require a purpose-built ultra-low pressure regulator, not a standard industrial unit
MicroAir vs Generic Pressure Regulators: Quick Comparison
| Specification | Generic Regulator | MicroAir Regulator |
|---|---|---|
| Operating Range | 5–150 PSI typical; ineffective below 1 PSI | 0–2 in. H₂O up to 0–5 PSI; reliable below 1 in. H₂O |
| Accuracy | ±2% typical | ±0.2% full scale (low ranges) |
| Hysteresis | Present; causes OD oscillation | Hysteresis-free by design |
| Response Time | Several seconds after disturbance | <0.1 second (typically 20 ms) |
| Calibration | Periodic recalibration required | No recalibration, ever |
| Service Life | Shorter under sub-1-PSI stress | 10–20 years continuous service |
| Warranty | Varies by manufacturer | 3-year warranty, parts and labor |
| Manufacturing | Various origins | USA-made, built to order |
Operating Pressure Range
Standard industrial regulators — Norgren's R84G Excelon Plus, for example, is specified at 5–145 PSI — are designed for plant air distribution, pneumatic tools, and similar mid-to-high pressure applications. Below 1 PSI, the spring mechanism loses the differential force needed to respond to small pressure changes. The regulator is, effectively, uncontrolled in the range that extrusion demands.
The MicroAir line spans from 0–2 inches of water up to 0–5 PSI, with the lowest ranges capable of stable regulation below 0.5 inches of water. OLC has tested units holding 0.05 inches of water on a 0–0.25 inch range — a specification no spring-loaded generic is designed to meet.

Accuracy and Response Time
Generic spring mechanisms produce ±2% accuracy with measurable hysteresis. On an extrusion line, that asymmetric response translates into tubing OD oscillation.
The MicroAir holds ±0.2% full-scale accuracy for ranges of 30 inches of water and below, and responds to a 50% scale pressure step in less than 0.1 seconds, typically 20 milliseconds. During cuts and speed changes, every second of instability produces meters of off-spec product — a 20 ms response window eliminates that exposure.
What Are Generic Industrial Pressure Regulators?
A standard industrial pressure regulator is a spring-loaded pressure-reducing valve. As Emerson's regulator engineering documentation describes, three elements work together: a restricting element, a diaphragm measuring downstream pressure, and a spring as the loading element. The spring applies a reference force; downstream pressure acts against it; the poppet position balances the two.
This works well across the pressure ranges these devices are designed for. The issue is mechanical: a stiffer spring requires a larger pressure change to move the diaphragm at all. At sub-1-PSI pressures, even a soft spring generates forces that dwarf the differential pressure signal being regulated — meaning the regulator can't detect small pressure changes fast enough to respond. On an extrusion line, that delay translates directly into diameter variation.
Where Generic Regulators Perform Well
Generic regulators are the correct, cost-effective choice for:
- Pneumatic power tools (typically 90 PSI)
- Spray painting systems (15–60 PSI)
- General compressed air distribution (50–100 PSI)
- Conveying systems and air motors
They're widely stocked, simple to install, and priced for high-volume industrial purchasing. That's exactly what they're built for — and why they hit a hard limit once operating pressures drop below 1 PSI.
What Is the MicroAir Ultra-Low Pressure Regulator?
On Line Controls' MicroAir is a purpose-engineered ultra-low air pressure regulator built specifically for internal air support during the free extrusion of plastic tubing. It has been the specified standard in this application for over 40 years.
How It Works
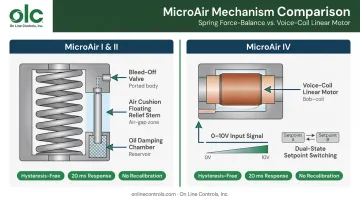
Unlike spring-loaded generics, MicroAir models use a force-balance design — but two distinct mechanisms exist across the product line:
- MicroAir I and II: A low-tension spring force-balance system with a bleed-off valve. The relief valve stem floats on a cushion of air with negligible friction; surplus air vents continuously to maintain setpoint. An oil chamber below the relief valve provides viscostatic damping to prevent oscillation — the damping fluid never contacts process air.
- MicroAir IV: Replaces the spring entirely with a precision voice-coil linear motor. Accepts 0–10 V input, responds to a 50% scale step in under 0.1 seconds (typically 20 ms), and supports dual-state switching between two setpoints for automated bump and taper tubing profiles.
All models vent surplus air to atmosphere continuously, which is what eliminates hysteresis and delivers stable control at pressures where spring-loaded designs lose reliable authority.
OEM Specifications and Market Position
The MicroAir is OEM-specified by major extrusion system builders including Davis-Standard, Conair, Graham/AK Brand, RDN, Gimac, and US Extruders. Medical extrusion consultant Mike Ferrandino has described MicroAir as "by far the most common unit used for medical tubing processing" and "the gold standard in air control for medical extrusion."
That market position has real financial weight. Industry expert Larry Alpert, associated with Davis-Standard, puts it plainly: "I've seen instances where someone will spend over half a million dollars on an extrusion line, but balk at a $5K/$10K/$20K investment for the air controls. Not paying the money up front will eventually show up under COGs."
All units are built to order in Shrewsbury, MA, covered by a 3-year warranty on parts and labor, and backed by unlimited phone support.
Why Standard Regulators Fail on Extrusion Lines
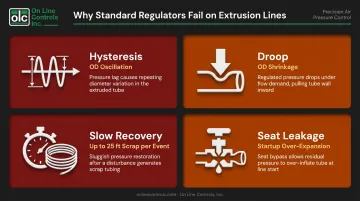
Standard regulators fail on extrusion lines for four distinct reasons — and each one compounds the others.
Failure Mode 1: Hysteresis and OD Oscillation
Proportion-Air defines hysteresis as the difference in output pressure when approaching setpoint from above versus below — caused by friction in the spring and mechanical lag. On an extrusion line, this means the regulator responds at one rate when tubing demand pulls pressure down, and at a different rate when pressure rises. The tubing OD follows: expanding on one phase, contracting on another, oscillating around nominal spec rather than holding it.
For medical tubing where dimensional tolerances are measured in thousandths of an inch — and FDA 21 CFR 820.70 requires documented process control to specification — oscillating OD isn't just a quality problem. It's a compliance risk.
Failure Mode 2: Droop Under Flow Variation
Droop is the drop in outlet pressure as flow demand increases. On a live extrusion line, flow is never constant: line speeds shift, cuts interrupt flow, and spooling events create demand spikes. A generic regulator sized for average flow will droop when demand surges, dropping internal air pressure and allowing OD to shrink below specification.
At typical medical tubing line speeds — Davis-Standard's systems reach up to 900 ft/min for flexible tubing materials — even a brief pressure drop produces a meaningful length of nonconforming product before the regulator recovers.
Failure Mode 3: Slow Recovery After Disturbances
A standard regulator can take 3–5 seconds to restabilize after a cut or line speed change. The scrap that generates depends entirely on line speed:
| Line Speed | 5-Second Recovery Window | Off-Spec Output per Event |
|---|---|---|
| 20 ft/min (modest) | Full 5 seconds | ~1.7 feet of scrap |
| 300 ft/min (typical flexible tubing) | Full 5 seconds | ~25 feet of scrap |
Lines running multiple cuts per shift accumulate these losses fast — hundreds of feet across a single shift at production speeds. The MicroAir's 20-millisecond response reduces that recovery window to negligible.
Failure Mode 4: Seat Leakage and Startup Scrap
Generic regulators operating below their effective pressure range are prone to seat leakage (creep). Particulates from the plant air supply create gaps between the poppet and seat, allowing supply air to bleed into the downstream side. During pauses or zero-flow conditions, output pressure climbs above setpoint without any demand signal.
When the line restarts, the tubing interior is over-pressurized and the first meters of product are over-expanded and out of spec. This failure mode is particularly costly because it surfaces at startup — when scrap rates are already highest — and is easy to misattribute to other process variables.
Choosing the Right Regulator for Your Extrusion Line
When a Standard Regulator Is Appropriate
Generic regulators are the correct choice when:
- Operating pressure remains above 15 PSI
- Dimensional precision is not a product requirement
- Applications include air tools, conveyors, or general plant distribution
When Only a Purpose-Built Regulator Will Work
For any free extrusion application, the operating pressure range alone disqualifies generic regulators. This includes:
- Medical and catheter tubing (typically 0–15 or 0–30 inches H₂O)
- Automotive precision tubing
- Plastic straw extrusion
- Multi-lumen tubing profiles
- Any application where OD, ID, or wall thickness tolerances are specified
Total Cost of Ownership
The price difference between a generic regulator and a MicroAir is real — but the total cost gap over a production lifetime is far larger than the purchase price suggests.
| Cost Factor | Generic Regulator | MicroAir |
|---|---|---|
| Service life | 2–5 years (typical) | 10–20+ years |
| Recalibration | Periodic, ongoing | None required |
| Replacement downtime | Per cycle | Same-day service if needed |
| OD scrap risk | High (operates below controllable range) | Minimal |
A generic regulator applied to extrusion operates outside its design range from day one. Component wear accelerates, calibration drifts, and replacement cycles shorten. Each replacement involves downtime, a technician, and the accumulated scrap from the instability leading up to failure.
OLC has MicroAir units still running after 25 years in extrusion plants. Any unit under 10 years old can typically be serviced and returned in a single day — no recalibration required at any point.
One shift of OD-related scrap on a medical tubing line frequently costs more than the price difference between regulator types. Over a decade of production, the generic option isn't the economical choice.

Contact OLC for a MicroAir Recommendation
Manufacturers currently running generic regulators on free extrusion lines — particularly in medical, catheter, or precision automotive tubing — should evaluate whether their current OD consistency reflects a regulator problem. The symptom is usually intermittent OD drift with no clear process cause. The diagnosis is often a spring-loaded regulator operating below its controllable range.
Contact On Line Controls at onlinecontrols.com or call 978-562-5353 to get a MicroAir recommendation matched to your pressure range and tubing application.
Frequently Asked Questions
What are the failure modes of pressure regulators on extrusion lines?
The four primary failure modes are hysteresis, droop, seat leakage/creep, and slow post-disturbance recovery. Each involves a loss of pressure authority at the sub-1-PSI ranges required for internal air support. Generic spring-loaded regulators are most vulnerable to hysteresis and droop, where mechanical lag causes measurable OD variation.
Can I use a standard industrial pressure regulator on a plastic tubing extrusion line?
Standard industrial regulators are not suitable for free tubing extrusion. They lose controllability below 1 PSI, exhibit hysteresis that causes OD oscillation, and cannot recover fast enough after cuts or speed changes to prevent off-spec product. The operating pressure range of internal air support — as low as 0.036 PSI — falls outside the designed operating range of any standard spring-loaded regulator.
What pressure range is required for internal air support in plastic tubing extrusion?
Internal air support typically operates at 1 to 27 inches of water column (0.036 to 1.0 PSI). Medical tubing applications commonly require pressures below 1 inch of water for precise diameter control, and some catheter applications run at 0.5 inches of water or lower. A 2020 peer-reviewed study on catheter extrusion confirmed that lumen air pressure directly and measurably affects both inner and outer tubing diameter at these ultra-low ranges.
What is hysteresis and why does it matter on an extrusion line?
Hysteresis is the output difference when approaching setpoint from above versus below — caused by spring friction and mechanical lag — and on an extrusion line it produces OD oscillation that makes holding a stable diameter specification impossible. The MicroAir eliminates hysteresis by floating the pressure relief valve on a cushion of air with viscostatic damping.
How long does a MicroAir regulator last compared to a generic regulator?
MicroAir regulators are engineered for 10–20 years of continuous service, with many units confirmed still operating after 25 years in production environments. No recalibration is required throughout their service life. Generic regulators wear faster when applied outside their designed pressure range, making MicroAir the lower total-cost option over the life of a production line.