This article covers what free extrusion actually is, why internal air pressure must be controlled at sub-PSI levels, what goes wrong when it isn't, and what distinguishes a purpose-built ultra-low pressure regulator from the standard compressed air equipment that fails in this application.
Key Takeaways
- Sub-PSI pressure control is a fundamental process requirement for thin-wall tubing extrusion, not a feature addition
- Standard industrial regulators cannot operate meaningfully at the pressures thin-wall extrusion demands
- Even minor pressure drift produces measurable OD variation, wall inconsistency, and increased scrap
- Medical tubing, catheters, and bump/taper profiles require tighter pressure control than virtually any other extrusion application
- Choosing the right ultra-low pressure regulator directly affects scrap rates, dimensional consistency, and line uptime
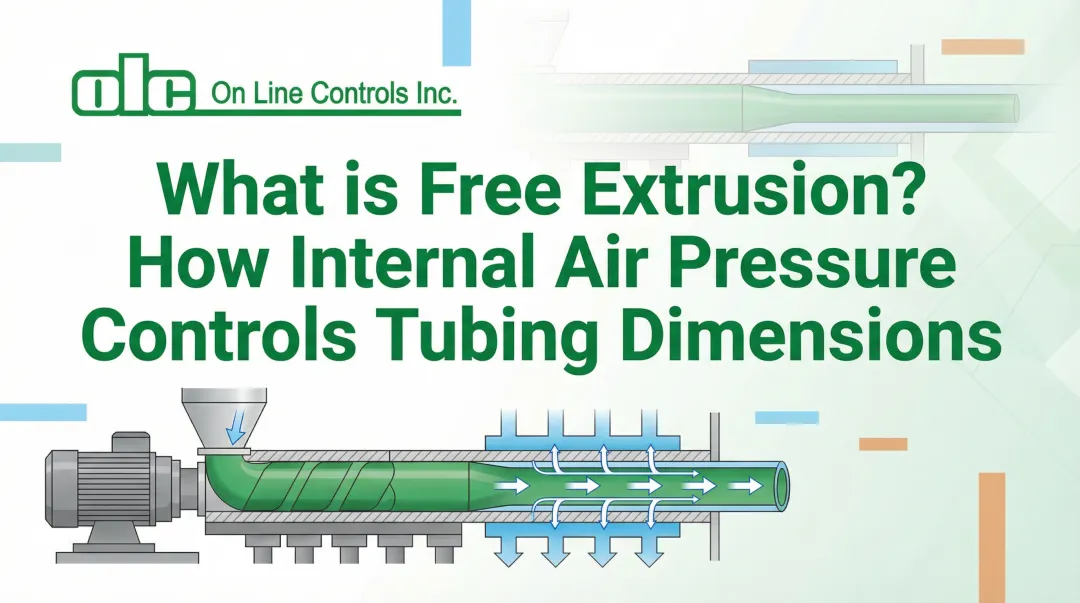
What Thin-Wall Tubing Free Extrusion Is — And Why Internal Air Pressure Is Critical
The Free-Span Zone
In free extrusion, molten plastic exits the die and travels through open air before entering the cooling tank. There is no external tooling holding the tube shape during this unsupported span. The tube is soft, hot, and entirely dependent on internal air pressure to maintain its geometry.
That internal air serves one purpose: counteracting the tendency of the soft plastic to collapse under its own surface tension and the vacuum effect created as the tube is drawn forward. Too little pressure and the tube necks down; too much and it balloons past its target outside diameter.
According to MD+DI's analysis of electronic pressure control in medical tubing extrusion, lumen pressure in medical tubing extrusion typically ranges from a few inches of water to several tens of inches — not PSI, not bar. Inches of water column.
The Pressure Paradox
The required internal air pressure is well below what most pressure instrumentation is even designed to resolve. OLC's MicroAir regulators are routinely used at 0.5 to 5 inches of water column for free extrusion — with medical micro-tube applications running as low as 0-3 inches of water. For context, 1 PSI equals approximately 27.7 inches of water column, per NIST pressure conversion data. The process operates well below 1 PSI, and in some applications, below 1 inch of water.
The relationship between pressure and outside diameter is direct:
- Pressure rises slightly → tube expands → OD grows beyond specification
- Pressure drops slightly → tube narrows → OD shrinks or tube collapses
- Pressure fluctuates → tube "breathes" → wall thickness varies along the length
Process events compound this challenge. Cuts, spooling changes, and line speed adjustments all create transient pressure disturbances that the regulator must absorb instantly.
Thin-Wall vs. Standard-Wall: Why the Stakes Are Higher
Standard-wall tubing is more forgiving. Thicker walls carry more rigidity through the free span, making them less reactive to small pressure changes. A fraction of an inch of water column deviation has minimal visible effect.
Thin-wall tubing is a different problem entirely. Catheter shafts and medical micro-bore tubing may have walls only a few thousandths of an inch thick. A.P. Tech notes that neurovascular microcatheters can carry OD tolerances as tight as ±0.0005 inches, with wall-thickness variation needing to stay below 5% for high-performance applications.
At those dimensions, the tube at die exit behaves almost like a soap bubble. Any pressure deviation — however small — produces immediate, measurable dimensional change. There is no margin to absorb it.
The Sub-PSI Threshold: Understanding the Measurement Scale
Why "Inches of Water Column" Matters Here
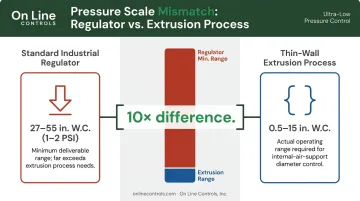
Industrial pressure regulators are calibrated in PSI or bar. Thin-wall extrusion pressure is specified in inches of water column — a far more granular scale. The numbers matter:
| Measurement | Value |
|---|---|
| 1 PSI | ≈ 27.7 in. W.C. |
| Typical free extrusion range | 0.5–5 in. W.C. |
| Medical micro-tube range | 0.5–15 in. W.C. |
| Standard industrial regulator minimum range | ~200+ in. W.C. |
A standard compressed air regulator with a minimum control range of 1–2 PSI is operating at 27–55 inches of water column. That's an order of magnitude above what thin-wall extrusion requires. Its rated precision within its own range is irrelevant here — it simply cannot resolve at the pressures the process demands.
How Hysteresis Breaks Sub-PSI Control
Hysteresis is the tendency of a regulator to respond differently when pressure is rising versus when it's falling, creating a deadband around the setpoint where no correction occurs. Proportion-Air defines it as the difference in output pressure when approaching setpoint from a higher versus lower pressure, attributed to internal friction.
In sub-PSI extrusion work, a hysteresis band of even a fraction of a PSI can represent the entire allowable process window. A regulator that cannot resolve within that band offers no real control at these pressures.
OLC's MicroAir regulators address this through a viscostatic damping system: an oil chamber below the pressure relief valve, with the relief valve stem hung vertically on a balance spring, floating on a cushion of air. Friction becomes negligible.
The result is hysteresis-free output as input pressure or flow changes — with stability better than ±0.1% for 30 inches of water and below.
What Happens When Internal Pressure Drifts
Visible Failure Modes
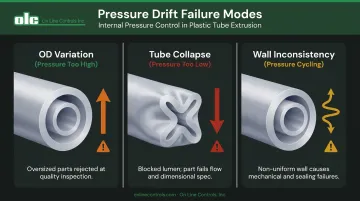
Three failure modes follow from pressure drift, each tied to a specific direction of loss:
- OD variation: Pressure above setpoint expands the soft tube — OD grows beyond specification rapidly, often with no visual warning until measurement confirms a reject
- Tube collapse: Pressure below the support threshold causes the tube to neck down and partially or fully collapse before reaching the water trough, generating scrap and potential die fouling
- Wall thickness inconsistency: Pressure that cycles — even slightly — causes the tube to breathe through repeated micro-expansions and contractions, producing wall variation along its length
The Invisible Failures
The visible failures are recoverable. The harder problem is the pressure drift that produces no obvious defect at all.
Subtle wall asymmetry or micro-variations in OD can pass visual inspection and still fail downstream dimensional checks. These create quality escapes and customer returns that are genuinely difficult to trace back to pressure control as the root cause.
In medical tubing, that's a compounding liability. Dimensional nonconformance generates scrap — but it also triggers documentation and validation burdens on top of the material cost. ISO 10555-1:2023 governs intravascular catheter requirements including outside diameter specifications over effective length, and any in-process variation that produces a non-conforming result requires formal disposition.
Why Standard Regulators Fail This Application
Three specific failure modes make standard compressed air regulators unsuitable for thin-wall extrusion. None are fixed by simply adjusting the regulator lower.
Control range mismatch is the first problem. Standard regulators from SMC, Festo, and Parker are designed for ranges starting at 0.05 MPa (7.3 PSI) or higher. Their internal spring mechanisms are calibrated for that range, which means sensitivity and resolution at sub-1-PSI levels are zero.
Hysteresis compounds the problem. Stiffer spring-and-diaphragm assemblies produce deadbands that may be multiples of the entire target pressure range for thin-wall extrusion. Turning a standard regulator to its lowest setting doesn't resolve this; it just puts the process at the worst-performing end of a regulator never designed for this range.
Response speed is the third failure point. Transient pressure changes during cuts and spooling happen fast, and standard regulators have response lag. By the time correction occurs, the tube has already deviated.
The MicroAir IV responds to a 50% full-scale step change in less than 0.1 second (typically ~20 milliseconds), using a precision voice-coil linear motor with no spring. Spring-based models (MicroAir I and II) use a force balance design that provides instantaneous response to flow rate changes through the same fundamental mechanism.
Specialty Applications That Demand Even Tighter Control
Medical Tubing and Catheter Extrusion
Medical catheter shafts and micro-bore tubing face the strictest dimensional tolerances in plastics manufacturing. Wall-thickness variation as small as 0.0002 inches can compromise wall integrity in complex catheter tubing — and septum failures in multi-lumen designs can result from deviations that would be considered negligible in industrial applications.
Many medical tubing lines run extremely thin single-wall profiles or multi-lumen configurations where the free-span tube is almost entirely unsupported by wall rigidity. For these applications, sub-PSI control is the only reliable path to consistent yield.
OLC's MicroAir regulators support multi-lumen configurations through several channel options:
- Single and dual-channel units for standard single- or dual-lumen tubing
- 3-channel and 4-channel (MultiAir) units for complex multi-lumen catheter designs
- Each channel supports independent range settings and a dedicated digital display
Industry consultant Bob Bessemer of Novatec has noted that MicroAir units are "by far the most common unit used for medical tubing processing with great industry acceptance," with low-range units providing "extremely precise" regulation with "great resolution capabilities."
MicroAir units are integrated by major extrusion OEMs — including Davis-Standard, Graham/AK Brand, Conair, RDN, and Gimac — as standard equipment on new extrusion lines.
Bump Tubing and Taper Tubing Production
Bump and taper tubing intentionally change OD or wall at specific intervals along the tube's length — catheter shafts that transition from a stiff proximal section to a flexible distal tip are a common example. Duke Extrusion describes producing these transitions by varying puller speed, screw speed, and air pressure through a closed-loop controller simultaneously.
This imposes the hardest demand on the regulator: it must not only hold a steady setpoint but switch quickly and accurately between two sub-PSI setpoints in real time. Any deviation during the transition — lag, overshoot, or pressure undershoot — creates a defective zone that fails inspection.
The MicroAir IV addresses this through two operating modes:
- Dual State mode: a logic signal switches between two preset setpoints (Hi and Lo) in under 0.1 seconds
- Linear mode: accepts a 0–10V input from a PLC to control pressure continuously, enabling smooth ramps instead of abrupt step changes
Selecting an Ultra-Low Pressure Regulator for Your Extrusion Line
A regulator suitable for thin-wall extrusion must meet specific criteria — not general "precision" specifications, but performance characteristics validated at sub-PSI levels:
- Controls down to 1 inch of water column or below (OLC offers 0–2" and 0–3" W.C. ranges)
- Eliminates hysteresis through viscostatic damping — not just reduced deadband
- Responds instantly to flow disturbances, including cuts and spooling transitions
- Holds stable output regardless of factory air supply fluctuations
- Factory-set for life, with no recalibration or maintenance downtime required
OLC's MicroAir line carries a three-year warranty on parts and labor with unlimited phone support. Field lifespan runs 15–25 years of continuous operation in extrusion plants — a documented track record, not a marketing estimate.
The upfront cost difference compared to a standard regulator pays back through avoided scrap, yield losses, and troubleshooting hours over that same period.
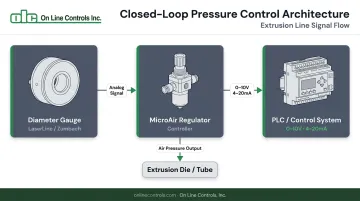
Both models also support closed-loop integration with your existing gauging and control systems. The MicroAir II accepts contact closure inputs from diameter gauges (LaserLinc, Zumbach, BetaLasermike) on standard 110/220 VAC. The MicroAir IV takes a 0–10V input directly from a PLC, with optional 0–10 VDC or 4–20 mA output for full closed-loop feedback.
Frequently Asked Questions
What are the two types of pressure regulators?
Pressure regulators fall into two categories: direct-acting (spring-and-diaphragm) and pilot-operated (a small pilot signal controls a larger valve). For ultra-low pressure extrusion, only direct-acting regulators with purpose-designed low-force diaphragm assemblies work. Pilot-operated units are built for pressure ranges far above what thin-wall extrusion requires.
Is 60 PSI too high for water pressure?
In home plumbing, 60 PSI is within normal range. In thin-wall tubing extrusion, internal air support pressures operate at a fraction of 1 PSI — often below 1 inch of water column, which is roughly 0.036 PSI. These two applications exist on entirely different pressure scales, which is why general-purpose regulators rated for plumbing or industrial air are incompatible with extrusion precision requirements.
How much PSI can aluminum hold?
Aluminum tube pressure ratings depend on wall thickness and diameter. Swagelok's data shows 1/4" OD aluminum tubing rated at 4,000–5,900 PSI for hydraulic service. That has no bearing on extrusion: internal support air operates at sub-1-PSI levels. Don't confuse mechanical tube ratings with process air pressure when specifying regulators.
Why is pressure stability more important than pressure level in thin-wall extrusion?
The absolute setpoint matters less than the regulator's ability to hold it without drift. Even a correct average pressure with ±0.1 PSI fluctuation can produce measurable OD variation. The tube wall is too soft and unsupported to absorb transient changes, so every pressure deviation becomes a dimensional deviation.
What is hysteresis and why does it matter in extrusion pressure control?
Hysteresis is the difference in a regulator's response when pressure is increasing versus decreasing, creating a deadband where no correction occurs. In sub-PSI extrusion, this deadband can encompass the entire allowable process window — meaning a regulator with significant hysteresis is effectively uncontrolled at the pressures where thin-wall extrusion actually operates.
Can I use a standard compressed air regulator for thin-wall tubing extrusion?
No. Standard compressed air regulators are calibrated for pressures far above what thin-wall extrusion requires. Their minimum control range, hysteresis, and response speed are incompatible with sub-PSI operation. Using one risks OD variation, wall inconsistency, and tube collapse. Replacement with a purpose-built ultra-low pressure regulator is the only workable solution.