The challenge is that regulator degradation is gradual. Output pressure readings can appear stable on the gauge while the actual delivered pressure has already shifted enough to affect OD. By the time the problem is unmistakable, the unit has often been failing for weeks.
This article walks through the specific warning signs that a regulator is failing, three diagnostic checks to confirm the failure mode, and a clear framework for deciding whether what you're seeing warrants repair or full replacement.
Key Takeaways
- Unexplained OD drift, pressure creep at no-flow, and sluggish post-disturbance recovery are the three most actionable warning signs
- Run diagnostics in order: static pressure hold → dynamic response check → physical inspection
- Isolated failures on units under 10 years old favor repair; recurring failures, housing corrosion, or 20+ years of service point to replacement
- Always verify inlet supply pressure first — upstream air quality issues produce symptoms identical to regulator failure
What You Need Before Inspecting Your Pressure Regulator
Before running any diagnostic check, confirm the line is in a known, stable state. Inspecting under incorrect conditions produces misleading results — the wrong repair decision costs more than the component itself.
Tools Required
- Calibrated reference pressure gauge matched to your ultra-low range (0–3" or 0–5" water column for most medical tubing applications)
- Soapy water solution for leak detection at fittings and seals
- Flashlight for visual inspection of the regulator body and oil damping cup
- Clean lint-free cloth
- Notepad or log sheet for recording pressure readings and observations
Setup and Preconditions
Confirm inlet supply pressure is at the correct level before starting. MicroAir single-channel units require approximately 50 psi at the inlet; MultiAir multi-channel units require 55–65 psi. Supply pressure outside these ranges will corrupt every downstream test — this single check eliminates the most common diagnostic error.
Document your baseline before touching anything:
- Current pressure setpoint
- What tubing OD has been doing and over what timeframe
- How long the symptom has been present
- Any recent maintenance, repairs, or line changes
This context clarifies whether the symptom is a new failure or a recurring pattern, which directly shapes the repair-vs.-replace decision.
Warning Signs Your Extrusion Line Pressure Regulator Needs Replacing
The signals below indicate a regulator has moved past normal wear into territory where replacement is the right call. Look for patterns that repeat or worsen — not isolated one-time events.
Tubing Dimensions Are Drifting Without Operator Changes
In free extrusion, internal air pressure directly controls tubing OD: higher pressure expands the diameter, lower pressure allows contraction. Micro-bore medical tubing may operate at pressures as low as 0.5 inches of water column — a range where even a fraction of an inch of pressure error translates to measurable dimensional change.
If the gauge appears stable but the product is running out of tolerance, the regulator's internal components may be lagging actual output pressure. Worn diaphragms and valve seat damage both cause the gauge reading to disconnect from what's actually being delivered downstream.
In catheter and medical tubing applications — where OD tolerances can be as tight as ±5 microns — small discrepancies compound quickly across a production run.
Pressure Creep at No-Flow Conditions
Creep occurs when the regulator is set to a specific pressure, the downstream flow path is closed or near zero, and output pressure slowly rises above setpoint. The cause is seat leakage: contamination or wear on the valve seat allows supply air to bleed through even when the regulator should be holding closed.
Creep can look like a tunable issue at first. If cleaning the seat stops it temporarily but the symptom returns within days, the underlying wear is not correctable by cleaning alone. That recurrence pattern is a replacement indicator.
Sluggish or Incomplete Recovery After Line Disturbances
A healthy ultra-low pressure regulator recovers almost instantly after a cut, spool change, or manual adjustment. OLC's MicroAir IV, for example, responds to a 50% full-scale step change in less than 0.1 second, with typical response times around 20 milliseconds.
If your regulator takes several seconds to restabilize — or never fully returns to setpoint — worn internal components, restricted orifices, or stiffened diaphragm material are the likely causes. This symptom is easy to miss on a static gauge but shows up clearly in dimensional data: OD spikes immediately after any line event.
Problems Return Quickly After Cleaning or Repair
A regulator that requires the same repair repeatedly — where cleaning or seal replacement restores function briefly before the same symptom returns — signals that maintenance is no longer reaching the root cause.
Two benchmarks worth tracking:
- Repair-to-replacement cost ratio: Per the WARU Acquipedia repair vs. replacement framework, once repair costs reach 50% of replacement cost, replacement is the more economical decision
- Shrinking time between repairs: If the same unit needs the same fix more frequently each cycle, that trend matters as much as the cost ratio
Physical Deterioration: Corrosion, Oil Cup Level, and Body Damage
Physical warning signs to check:
- Corrosion on the regulator housing or fittings
- Oil damping cup below the ~7/8-full level (with the flapper valve immersed)
- Discolored or contaminated damping oil
- Cracked or brittle tubing connections
- Any visible damage to the regulator body
The oil cup level deserves specific attention. On MicroAir units, the damping fluid does not evaporate when the unit is mounted vertically — so a depleted oil level is not normal consumption. It signals internal leakage. If you're finding the cup low repeatedly, that's a replacement conversation, not a top-off routine.
Service Life Has Exceeded the Replacement Threshold
MicroAir regulators are designed for a 10–25 year service life under normal operating conditions. OLC's own documentation notes that units with serial numbers below 7000 — approximately 20 years of service — are no longer repairable because the internal body has worn beyond what repair can address.
A regulator approaching or past this threshold warrants proactive evaluation — even if it appears functional. Internal wear at this age is rarely correctable. The unit cost is modest compared to the dimensional failures and unplanned stoppages a degrading regulator produces before it finally gives out.
How to Run a Diagnostic Check on Your Regulator
Run these three checks in sequence. Starting with the static test keeps the line undisturbed and exposes the most common failure mode — seat leakage — before you introduce any controlled disturbance.
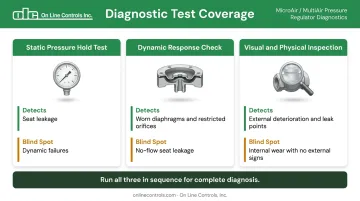
Method 1 — Static Pressure Hold Test (Seat Leakage Check)
What it reveals: Whether the valve seat is leaking by checking if output pressure rises when flow is zero.
Tools needed: Calibrated reference gauge; ability to close the downstream air path.
Steps:
- Set the regulator to normal operating pressure and allow it to stabilize with the line running
- Close the downstream flow path (or use a natural no-flow interval between runs)
- Observe output pressure on the reference gauge for 3–5 minutes
- Record whether pressure holds steady, creeps upward, or drops — and by how much
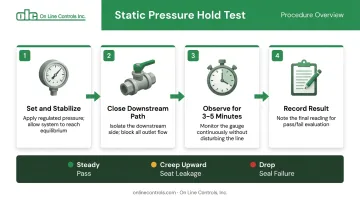
Best for detecting: Seat leakage and seal deterioration. Limitation: Dynamic performance failures that only appear during active extrusion won't surface here — that requires Method 2.
Method 2 — Dynamic Response Check
What it reveals: How quickly and accurately the regulator responds to a disturbance — simulating a cut or line startup.
Tools needed: Calibrated reference gauge; ability to introduce a brief controlled disturbance.
Steps:
- With the line running at normal conditions, record the stable output pressure
- Introduce a small deliberate setpoint change — or use a natural disturbance like a cut
- Measure how long it takes for output pressure to return to and stabilize at setpoint
- Compare to the manufacturer's spec (MicroAir IV: less than 0.1 second for a 50% scale change; standard manual units: approximately 2 minutes for full-scale manual adjustment)
Best for detecting: Worn diaphragms, restricted orifices, and stiffened internal components. Scope: Seat leakage that only appears at no-flow won't show up here — that's what Method 1 is for.
With pressure behavior confirmed, a physical walkdown catches what gauges can't see.
Method 3 — Visual and Physical Inspection
What it reveals: External deterioration, leak points, mounting issues, and signs of prior undocumented repairs.
Tools needed: Flashlight, soapy water solution, clean cloth.
Steps:
- Inspect the regulator housing, fittings, and all connection points for corrosion, cracks, or discoloration; apply soapy water to fittings and seals and watch for bubbles
- Check the oil damping cup — confirm it is approximately 7/8 full with the flapper valve immersed; note any discoloration or debris
- Verify the regulator is mounted vertically, which is required for proper damping operation. Then note any evidence of field repairs, non-OEM parts, or undocumented modifications.
Best for detecting: Obvious physical failure modes and active leak points. Keep in mind: Internal wear with no external sign won't appear here — this inspection only gives a complete picture when paired with both pressure tests above.
How to Interpret Your Findings: Repair or Replace?
Normal / Functional
If all three checks pass, the regulator is functioning correctly. Look upstream at the air supply or downstream at another component. Specifically, a passing result means:
- Pressure holds steady at setpoint during the static test with no creep
- Dynamic recovery occurs within spec
- Physical inspection shows no leaks, adequate oil level, and no corrosion
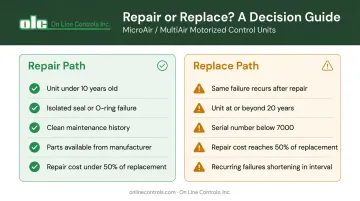
Minor Issues — Repair Path
Repair is appropriate when:
- Creep is limited to a single replaceable seal or O-ring
- A dirty valve seat cleans up and does not return within a reasonable interval
- Oil level is low with no other signs of internal damage
- The unit is under 10 years old with a clean maintenance history
- Correct replacement parts are available from the manufacturer
OLC can typically service units under 10 years old in a single day. Contact their team at 978-562-5353 to get a cost estimate after evaluation.
Out-of-Spec — Replace Path
Full replacement is warranted when:
- Pressure creep returns within days of a seal replacement
- Dynamic response remains sluggish after cleaning and orifice inspection
- Corrosion is present on the housing or body damage is visible
- The same failure mode has recurred more than twice
- The unit is at or beyond 20 years of service (serial number below 7000 on OLC units)
- Repair cost approaches 50% of replacement unit cost

OLC's MicroAir regulators deliver ±0.2% accuracy on ranges of 30 inches of water and below, hysteresis-free operation, and a 10–25 year service life. Replacing an aging unit is a long-term investment — not a recurring maintenance cost.
The Cost of Delaying Replacement
The regulator itself is not the expensive part of this decision. The cost accumulates well before complete failure, across:
- Scrap and rework from dimensional drift
- Quality holds and investigation labor
- Documentation and delayed product release
- Unplanned line stoppages and potential customer impact
The math is consistent: deferring replacement doesn't avoid the spend — it redirects it into COGs and self-induced problem analysis. A dimensional hold on a catheter production run involves far more than scrapped tubing.
Common Mistakes That Lead to the Wrong Decision
Misidentifying supply pressure problems as regulator failure. Fluctuations originating in the plant air supply — compressor capacity drops during peak demand, moisture in lines, contaminated air per ISO 8573-1 classifications — produce symptoms identical to regulator failure. Always verify supply pressure is stable and at spec (approximately 50 psi for single-channel MicroAir units) at the regulator inlet before condemning the regulator.
Treating each repair event as isolated. Recurring failures — same symptom, same fix, short recovery interval — get logged as separate events rather than a trend. Track time-between-failures for the same unit. A shortening interval is a quantitative signal that replacement is overdue, regardless of how simple the individual repair appears.
Testing under the wrong conditions. Each test method has a blind spot — running only one or two checks under the wrong conditions produces misleading results. Run all three in order, under representative operating conditions:
- Static test only: misses dynamic response failures
- Dynamic check with poor supply air: produces false sluggishness readings
- Physical inspection after recent cleaning: can hide evidence of chronic leakage
Frequently Asked Questions
What are the signs a pressure regulator needs replacement?
The clearest indicators are:
- Persistent pressure creep that returns after seal repair
- Sluggish recovery that doesn't improve after cleaning and orifice inspection
- Visible corrosion or housing damage
- Recurring failures on the same unit
Units at or beyond 20 years of continuous operation — or with serial numbers below 7000 on OLC units — warrant evaluation for replacement regardless of apparent function.
What is the life expectancy of a pressure regulator in plastic tubing extrusion?
OLC's MicroAir regulators are designed for 10–25 years of service, with many units still running at 15–20 years. Reaching the upper end of that range depends on correct vertical mounting, inlet supply pressure around 50 psi, and a clean air supply.
How do I tell the difference between a regulator that needs repair vs. full replacement?
Repair is appropriate when an isolated component — seal, O-ring, valve seat — is the failure point in a unit under 10 years old with parts available. Replacement is warranted when the same problem recurs after repair, the unit is near or past end of service life, or the repair cost approaches 50% of a new unit.
Can a failing pressure regulator cause tubing to go out of spec?
Yes. At the ultra-low pressures used in free extrusion — often below 1 inch of water — even minor regulator degradation produces measurable OD variation. In medical tubing and catheter production with tolerances as tight as ±5 microns, that variation compounds quickly across a run.
How do I check if my regulator is leaking at the seat?
Run the static pressure hold test: close the downstream flow path, set the regulator to normal operating pressure, and observe output pressure on a calibrated reference gauge for 3–5 minutes. If pressure rises above setpoint rather than holding steady, you have seat leakage.
What should I do if my extrusion line pressure regulator fails completely mid-production?
Stop the run immediately to prevent product collapse and dimensional failures, then document the failure conditions and verify the air supply is intact. Contact OLC at 978-562-5353 or olc@onlinecontrols.com. Their team can assess whether the unit needs repair or replacement, typically within one business day for units under 10 years old.