At these operating levels, the soft, still-molten tube wall exiting the die has no inherent rigidity. Internal air pressure provides the outward force that holds the lumen open and the geometry stable. When that pressure drops — even slightly — the consequences appear immediately in the extrudate.
For general industrial tubing, a pressure event means scrap and downtime. For medical tubing, where tolerances can reach ±0.0005 inches for neurovascular microcatheters, even a brief drop can mean lot quarantine, ISO 13485 non-conformance, and patient safety risk. The medical tubing market was valued at $12.9 billion in 2025 — the stakes at the process level match the scale of the industry.
This article covers the four root causes of pressure drops, the dimensional consequences, the warning signs operators can catch early, and the prevention practices that eliminate these events before they reach production.
Key Takeaways
- Internal air pressure in free extrusion operates between 1–27 inches of water column (0.036–1.0 PSI) — fractions of a deviation produce measurable dimensional changes
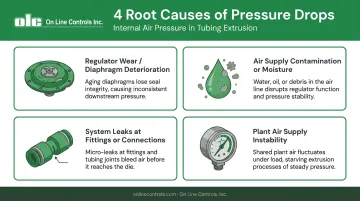
- The four root causes are regulator wear, air supply contamination, system leaks, and plant air supply instability
- Pressure drops take effect immediately: every inch of tube exiting the die during the event carries dimensional risk
- Early warning signs include gauge oscillation, visible extrudate pulsing, and intermittent dimensional failures
- Prevention comes down to regulator selection, clean filtered air, and a consistent leak inspection routine
Common Causes of Internal Air Pressure Drops During Tubing Extrusion
A pressure drop in this context means any unintended reduction in the air pressure maintained inside the lumen during free extrusion. At operating pressures of 1–27 inches of water column, even a 0.1-inch change can produce measurable OD and wall geometry deviations in thin-walled tubing. Four root causes account for the vast majority of events.
Regulator Wear or Diaphragm Deterioration
Standard precision regulators rely on a diaphragm or internal balance mechanism that degrades over time. Aging components lose elasticity, develop micro-cracks, or stiffen, creating hysteresis: the regulator fails to respond symmetrically when pressure demand shifts.
A regulator that has been in service for years without inspection develops sluggish recovery. During a dynamic event — a line cut, a speed change, a coiling transition — output pressure sags below setpoint for just long enough to push tubing dimensions out of tolerance.
At ultra-low pressures, regulator mechanism design is the deciding factor. Standard industrial regulators exhibit significant drift below 1 PSI. OLC's MicroAir regulators use a force-balance design where the relief valve stem floats on a cushion of air with negligible friction, delivering hysteresis-free output even during flow disturbances.
Air Supply Contamination or Moisture
Particulates, pipe scale, oil vapor, and moisture entering the regulator's internal passages score valve seat surfaces and degrade components over time. Once the seat is damaged, supply air bypasses the control mechanism unpredictably, making stable output pressure impossible to maintain.
Plants that skip filtration maintenance or lack desiccant dryers introduce water vapor that condenses inside the regulator body. During temperature shifts or startup, that moisture disrupts the force-balance mechanism, causing erratic low-side pressure excursions. According to Cashco's analysis of regulator failure modes, contamination clogging valve seats or damaging diaphragms is a primary cause of erratic regulation and total failure in precision units.
System Leaks at Fittings or Connections
Leaks at threaded fittings, compression connections, worn O-rings, or cracked seals bleed internal pressure away faster than the regulator can replenish it. The net result is a sustained deficit at the die entry that no setpoint adjustment can fully compensate for.
Vibration from the extruder gradually loosens fittings over months of operation. The leak may be too small to hear, but it's consistent enough to prevent the regulator from holding its setpoint. The output continuously hunts just below the desired pressure level — a pattern routinely misread as regulator failure when the actual fix is a fitting inspection.
Plant Air Supply Instability
Precision regulators for tubing extrusion require a stable inlet supply: typically 50–55 PSI for MicroAir single units, 55–65 PSI for MultiAir multi-channel systems. When high-demand equipment on the same compressed air header cycles on at once (blow molding machines, pneumatic presses, large actuators), the header pressure can sag below the regulator's minimum operating threshold.
The result is a corresponding drop in regulated output pressure. This cause is frequently intermittent and often misdiagnosed as a regulator fault. The pattern typically correlates with shift changes, equipment startup sequences, or peak production periods. Confirming it requires comparing gauge readings at the compressor versus at the regulator inlet simultaneously.
What Happens When Internal Air Pressure Drops
When internal air pressure falls, the outward force supporting the soft, molten tube wall against atmospheric pressure decreases. The tube wall collapses inward or deforms asymmetrically. The change is not gradual. It happens within the length of tubing exiting the die during the pressure event.
How that collapse manifests depends on what's running through the line.
Dimensional Effects by Tube Type
Single-lumen tubing:
- OD shrinks below specification
- Wall thickness increases and becomes uneven around the circumference
- Ovality develops as the lumen deforms asymmetrically
Multi-lumen tubing (catheters, medical devices):
- Individual lumens can collapse independently
- Creates an asymmetric cross-section that may not be visible without inline gauging
- Pressure imbalances between channels amplify dimensional error — each lumen requires independent pressure control
Bump or taper tubing:
- A pressure drop mid-profile destroys the dimensional transition
- The part becomes non-conforming at the transition zone, typically requiring the entire segment to be scrapped
Downstream Business and Safety Consequences
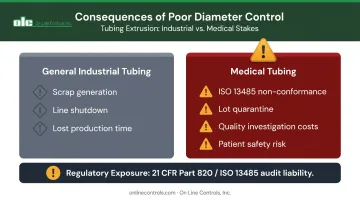
The financial and regulatory exposure scales with the application:
- General industrial tubing: Scrap generation, line shutdown to re-establish stability, lost production time
- Medical tubing: ISO 13485 non-conformance triggers, lot quarantine, quality investigation costs, and patient safety risk — especially costly with specialty polymers like PEBAX, Nylon 12, and PTFE
- Regulatory exposure: Under 21 CFR Part 820 (FDA's QMSR, incorporating ISO 13485:2016), manufacturers must document and correct nonconforming product. An undocumented pressure event creates direct audit liability.
A pressure drop that goes undetected doesn't produce one bad part. It produces continuous scrap until someone catches it.
Warning Signs You're About to Experience a Pressure Drop
Most pressure drops are preceded by detectable indicators. Catching them early allows operators to intervene before the line produces out-of-spec product.
Gauge Needle Oscillation or Erratic Display Readings
A pressure gauge that should be holding steady begins to sweep or hunt. This indicates the regulator is actively correcting against an instability rather than maintaining a stable setpoint. It's typically the first visible indicator, appearing before dimensional problems show up in the extrudate.
Digital displays make this sign easier to catch. They provide ±0.1% accuracy at ultra-low pressures, compared to ±2% for mechanical gauges — a 20x improvement in resolution that surfaces developing instabilities far earlier.
Visible Pulsing or Diameter Variation in the Extrudate
Experienced operators watching the tube exit the die can detect subtle rhythmic diameter changes before measurement systems capture the deviation. On lines with inline laser gauges, this shows up as OD alarm triggers firing at increasing frequency — a reliable leading indicator before a full pressure drop event.
Intermittent Dimensional Failures on Quality Checks
If sampling shows some tubes in-spec and others slightly undersized — with no operator adjustments between samples — the system is dropping pressure periodically rather than holding its setpoint consistently. That pattern means it's time to inspect the regulator and air supply before the next run, not to nudge the setpoint and continue.
How to Prevent Internal Air Pressure Drops
Each root cause has a direct fix. These four practices address them systematically.
Use a Precision Ultra-Low Pressure Regulator
Standard industrial regulators are not capable of stable, accurate control below 1 PSI. They exhibit significant hysteresis and drift at ultra-low pressure levels. The correct solution is a dedicated ultra-low pressure regulator engineered specifically for this operating range.
OLC's MicroAir regulators are designed for free extrusion of plastic tubing, with available ranges from 0–3 inches of water up to 0–5 PSI. Three models address different automation requirements:
| Model | Control Method | Best Application |
|---|---|---|
| MicroAir I | Manual 30-turn knob | Standard single or multi-lumen lines |
| MicroAir II | Contact closure inputs from OD/wall gauges | Automated closed-loop diameter control |
| MicroAir IV | 0–10V input, voice-coil motor | Bump/taper tubing, PLC integration, high-speed switching |
The MicroAir IV responds to a 50% full-scale step in under 0.1 second (typically 20 milliseconds), fast enough to maintain dimensional stability through line cuts, coiling transitions, and multi-lumen pressure switching. Operational lifespans run 10–25 years, and the units require no recalibration after factory setup.
When to implement: When commissioning a new line, when upgrading a regulator showing hysteresis or sluggish recovery, or when moving into medical, catheter, or bump/taper applications.
Maintain Clean, Dry, Filtered Air Supply
Target air quality: ISO 8573-1 Class 2 — particles below 0.5 micron, pressure dew point at or below -40°F, oil content below 0.1 mg/m³.
- Water separators at the compressor outlet to remove bulk liquid
- Coalescing filters to capture oil aerosols and fine particulates
- Desiccant or refrigerated dryers to reduce dew point below -40°F
- Filter element replacement on a fixed interval (typically every 6–12 months per Parker's filter element guidance) — not when visible degradation appears
Since contamination is the primary cause of regulator seat damage and instability, proper filtration is the most effective step you can take in the air supply chain. Install filtration upgrades before connecting any precision regulator.
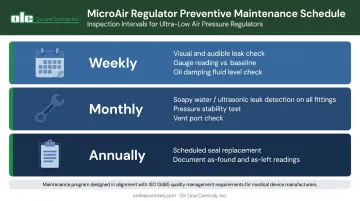
Conduct Regular Leak Inspections and System Checks
What to check at each interval:
Weekly:
- Visual and audible inspection for obvious leaks at fittings
- Gauge readings compared to baseline
- Oil damping fluid level (about 7/8 full, flapper valve immersed)
Monthly:
- Soapy water or ultrasonic leak detector on all fittings, compression connections, body seals, and O-rings
- Pressure stability test at setpoint with no flow demand
- Check for continuous air loss from vent ports (indicates internal seal damage)
Annually:
- Seal replacement as scheduled preventive maintenance — not reactive
- Document all findings with "as-found" and "as-left" readings
This documentation satisfies ISO 9001 and ISO 13485 audit requirements and creates the historical baseline needed to detect gradual degradation before it reaches production-impacting levels.
Match Regulator Capacity and Range to the Application
Operating a regulator below 10% of its full-scale range degrades control accuracy. A 0–30 inch water column regulator used at 2 inches of water is operating at roughly 7% of scale : the mechanism has minimal control authority at that point.
OLC's guidance: place the target operating pressure in the middle of the regulator's range. For medical tubing applications, this typically means selecting from the 0–5, 0–15, or 0–30 inch water column ranges depending on the specific polymer and geometry.
Automotive tubing applications with higher pressure requirements generally use the 0–3 PSI or 0–5 PSI ranges.
Also verify that plant inlet supply meets the regulator's minimum operating pressure. Under-pressure supply causes the regulator to starve and allows output to drop regardless of setpoint.
Tips for Long-Term Pressure Control and Monitoring
These practices sustain consistent internal air pressure across thousands of production hours:
Baseline documentation: Log operating parameters — gauge readings, inlet supply pressure, oil level — when the system performs correctly. When deviations appear, that reference data shortens diagnosis from hours to minutes.
Operator training: Every operator running an extrusion line should know the normal pressure reading for each product, recognize the three early warning signs, and have a documented escalation path. Independently adjusting the setpoint to chase symptoms masks root causes and delays proper diagnosis.
Digital pressure displays: The ±0.1% accuracy of digital gauges versus ±2% for mechanical models catches small, developing instabilities before they generate scrap.
Electronic pressure control (EPC): For fully automated lines, the MicroAir II or IV with 0–10V or 4–20mA output enables real-time closed-loop correction and data logging for quality traceability.
Systematic service records: Log filter changes, seal replacements, oil refills, and pressure verifications with technician identity and as-found/as-left readings. This documentation satisfies ISO 13485 audit requirements and identifies wear patterns early enough for proactive replacement.
Conclusion
Internal air pressure drops in tubing extrusion aren't random. Regulator wear, air contamination, system leaks, and supply instability each leave distinct signatures — and each responds to targeted prevention measures once you know what to look for.
Operators and process engineers who implement these practices will reduce unplanned downtime, lower scrap rates, and protect product quality across every production run. In medical, catheter, and specialty tubing applications, a single pressure event can compromise patient safety and trigger a quality investigation. Consistent pressure control isn't a process refinement — it's a baseline requirement. Equipment built specifically for ultra-low pressure regulation, like OLC's MicroAir regulators, gives extrusion lines the stability to meet that requirement run after run.
Frequently Asked Questions
What causes internal air pressure to drop during tubing extrusion?
Four conditions account for most pressure drops at the die entry point:
- Regulator wear or diaphragm deterioration
- Air supply contamination or moisture
- System leaks at fittings or connections
- Plant air supply instability
At ultra-low operating pressures of 1–27 inches of water column, any single cause is enough to produce a measurable drop.
How does a pressure drop affect tubing dimensions?
When internal air pressure drops, the outward support force on the still-molten tube wall decreases, causing the tube to collapse inward, reduce in OD, develop uneven wall thickness, or become out-of-round. The effects are immediate: every inch of tubing exiting the die during the pressure event is affected.
Can a small pressure drop cause tubing to fail quality inspection?
Yes. Because internal air support operates at 1–27 inches of water column, even fractions of an inch of pressure deviation produce measurable OD and wall changes. For medical tubing with tolerances as tight as ±0.0005 inches for neurovascular microcatheters, even brief drops produce non-conforming product that must be quarantined.
What is the normal operating pressure range for internal air support in free extrusion?
Internal air support typically operates between 1 and 27 inches of water column (approximately 0.036 to 1.0 PSI), far below plant air supply (80–100 PSI) or extruder melt pressure. This ultra-low range is why standard industrial regulators fall short — they lose precision and drift below 1 PSI.
How quickly does tubing quality degrade when internal air pressure drops?
Dimensional deviations begin the moment pressure drops, putting every foot of tubing produced during the event at risk. On high-speed medical lines, a pressure drop lasting a few seconds can produce meters of out-of-spec product before an operator or inline gauge detects the issue.
What type of regulator is needed to prevent pressure drops in tubing extrusion?
Tubing extrusion requires a dedicated ultra-low pressure regulator with stable, hysteresis-free control below 1 inch of water column — standard industrial regulators lose precision below 1 PSI and are not suitable. Units designed specifically for free extrusion, such as OLC's MicroAir, maintain setpoint accuracy during dynamic line events with no recalibration required and operational lifespans of 10–25 years.