At those pressures, regulator selection isn't a minor equipment decision. Whether you use a manual or automated pressure regulator shapes OD consistency, scrap rates, operator workload, and how well the line adapts to changing production demands.
This post covers how each regulator type works in an extrusion context, a direct side-by-side comparison, and a practical decision guide to help you pick the right fit for your line.
Key Takeaways
- Manual regulators deliver hysteresis-free, stable output at ultra-low pressures—ideal for single-product, steady-state extrusion runs
- Automated systems support remote and programmatic setpoint changes, making them essential for bump/taper tubing and high-mix production
- Pressure swings of just a few hundredths of an inch of water can push tubing OD out of spec within seconds
- The MicroAir I suits stable runs; the MicroAir II adds motorized control and the MicroAir IV adds full PLC integration for dynamic applications
- Both options hold tight dimensional tolerances — choose based on how frequently your setpoints need to change
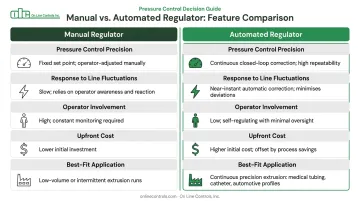
Manual vs. Automated Pressure Regulators: Quick Comparison
| Dimension | Manual Regulator | Automated Regulator |
|---|---|---|
| Pressure control precision | Hysteresis-free; ±0.01% typical | Electronic feedback; 0–10V or 4–20mA interfaces |
| Response to line fluctuations | Instant mechanical response | Programmatic; MicroAir IV switches setpoints in <0.1 sec |
| Operator involvement | Required for setpoint changes | Remote or PLC-controlled; minimal physical access needed |
| Upfront cost | Lower; minimal maintenance | Higher initial investment; periodic mechanical service |
| Best-fit application | Single-SKU, long-run stable extrusion | Bump/taper tubing, multi-spec lines, PLC-integrated systems |
On Cost
Precision air pressure controls for extrusion run $5,000–$20,000 depending on configuration, according to OLC's product documentation. Manual regulators sit at the lower end of that range. Automated configurations—particularly those with motorized actuators and PLC interface options—carry a higher upfront cost, but reduce labor overhead on complex lines and limit scrap during pressure transitions.
In an extrusion context, "automated" doesn't mean swapping out the precision regulator for a different device. It means pairing a high-accuracy manual regulator with a motorized actuator or programmatic control input—so the setpoint can change without an operator touching the knob.
What Is a Manual Pressure Regulator for Extrusion?
A manual pressure regulator lets the operator set a fixed output pressure using an adjustment knob. The MicroAir I, OLC's manual ultra-low pressure regulator, uses a 30-turn precision knob and a force-balance system—a bleed-off valve and spring—that balances output pressure against spring tension and vents surplus air to atmosphere.
Why Hysteresis-Free Matters at Sub-1 Inch of Water
At pressures below 1 inch of water column, even friction in the relief valve mechanism can cause output to lag behind setpoint changes. Standard regulators develop dead band at these pressures — the output hesitates before responding.
The MicroAir eliminates this through a specific design: the relief valve stem hangs vertically on a balance spring, literally floating on a cushion of air. Friction is negligible, so output pressure tracks flow changes without lag or dead band.
An oil chamber below the relief valve adds viscous damping to prevent oscillation, without the damping fluid ever contacting the output air.
This matters practically: a pressure spike of just a few hundredths of an inch of water can push tubing OD out of specification in seconds during thin-wall extrusion.
Operational Advantages for Extrusion Lines
- Factory-set before shipping, so no calibration is needed over the unit's full service life
- Runs 15–25 years in continuous production — OLC's service records include units over two decades old still active in extrusion plants
- High-quality internals rarely need service, eliminating the need for spare parts inventory
- Compensates for flow changes without electronic latency, giving instant mechanical response
- Available from 0–0.25 in. WC to 0–5 psi, covering micro-bore medical tubing through automotive hose
OLC's MicroAir ships as a factory-standard component through major OEM extruder manufacturers including Davis-Standard, Conair, Graham/AK Brand, RDN, and Gimac.
When Manual Regulators Work Best
- Stable, long-run single-lumen tubing with setpoints that don't change mid-production
- Medical tubing and catheter lines requiring tight, repeatable low-pressure settings — remote adjustability isn't a priority
- Automotive tubing production with consistent OD specs across extended runs
- Operations that prioritize simplicity and longevity over PLC integration
What Is an Automated Pressure Regulator for Extrusion?
Automated pressure regulation in extrusion doesn't replace the precision regulator—it adds motor-driven setpoint control on top of it. The regulator still does the precision work; the automation layer changes the setpoint remotely or programmatically.
OLC offers two automated models, each suited to different control architectures:
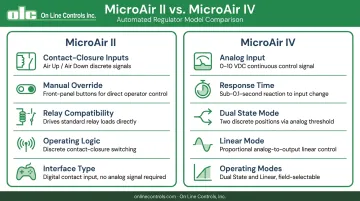
- MicroAir II — accepts Air Up/Air Down contact-closure inputs from an OD gauge, ultrasonic wall gauge, or PLC. Two front-panel buttons allow manual override. Supports solid-state or mechanical relays via internal screw terminals.
- MicroAir IV — accepts a 0–10 VDC analog input for high-speed switching between setpoints. Responds to a 50% full-scale step in less than 0.1 second (typically 20 milliseconds). Operates in Dual State mode (logic signal selects between two setpoints) or Linear mode (0–10V input controls pressure across the full range).
Why Automation Is Necessary for Bump and Taper Tubing
For bump or taper tubing, internal air pressure cannot simply be held constant—it must ramp up and down in a controlled manner as the OD transitions. Transition lengths can range from less than ½ inch to 4 inches along the tube length, meaning the pressure change needs to happen fast and precisely.
At line speed, a human operator physically turning a knob during that transition creates a delay measured in feet of scrap tubing. Automated setpoint switching eliminates that delay entirely.
PLC and Closed-Loop Integration
The MicroAir IV accepts 0–10 VDC input directly from a PLC. Units with output options added (0–10V or 4–20 mA) close the loop: pressure output feeds back into the control system, and the PLC adjusts the setpoint based on real-time dimensional data from an OD or wall gauge. Conair has demonstrated this configuration using a Zumbach 3-axis OD laser gauge for closed-loop dimensional control on a medical catheter extrusion line.
When Automated Control Adds Clear Value
- Bump and taper catheter tubing that requires rapid, precise pressure transitions mid-run
- Multi-spec lines with frequent product changeovers where manual adjustment adds delay and scrap
- Facilities running centralized HMI or PLC control that need pressure integrated into the broader line system
- High-volume medical device manufacturing where fewer operator touchpoints mean less variability
Manual vs. Automated: Which Is Right for Your Extrusion Line?
Four factors drive the decision:
- Line complexity and product mix — single SKU vs. multiple specs with different OD targets
- Frequency of setpoint changes — stable steady-state vs. frequent mid-run transitions
- Operator availability and skill level — consistent monitoring vs. unattended or remote operation
- Control system integration — standalone regulator vs. PLC/HMI closed-loop
Choose Manual If:
- The line runs one product (or a few similar products) with long, stable runs
- Operators are consistently present and experienced enough to monitor and adjust
- Simplicity, longevity, and minimal maintenance are the top priorities
- The line doesn't require PLC integration or remote setpoint control
A high-quality manual regulator like the MicroAir I already delivers the precision required for demanding medical and automotive tubing specs—adding automation when it isn't needed introduces cost and mechanical complexity without a return.
Choose Automated If:
- The line produces bump tubing, taper tubing, or multiple SKUs requiring pressure changes mid-run
- The facility is moving toward integrated PLC or closed-loop dimensional control
- Reducing manual intervention and operator touchpoints is a production efficiency goal
- Speed of setpoint transition matters—the MicroAir IV's sub-0.1-second switching capability can mean the difference between a clean transition and a foot of scrap
The Hybrid Path
Many extrusion lines don't need a fully automated system—they need the option. The MicroAir II provides both: front-panel manual control and contact-closure inputs for automated or gauge-driven adjustment. Operators retain override capability while the system participates in automated control when needed. This is often the most practical upgrade path for lines that are adding dimensional gauging or PLC capability incrementally.
Real-World Scenario
Consider a catheter manufacturer running multi-lumen tubing with frequent OD spec changes between production orders. During the transition between two specs, an operator manually adjusting the MicroAir I introduces a delay. Even at 10–15 seconds, at catheter line speeds, that delay produces a measurable length of out-of-spec tubing that gets scrapped or reworked.
Switching to a MicroAir II with contact-closure inputs from the line's OD gauge allows the system to catch dimensional drift and correct it without operator intervention. For lines running bump tubing, the MicroAir IV handles the pressure ramp in under 100 milliseconds, matching the puller speed change and keeping the transition clean.

Automated control pays back in proportion to how often setpoints change. If changeovers happen once a shift, the investment may not justify itself — but if they happen every few hundred feet, the math on reduced scrap and operator time becomes straightforward.
Not sure which configuration fits your line? OLC's team can match you to the right MicroAir model based on your tubing type, changeover frequency, and control system setup. Reach them at olc@onlinecontrols.com or 978-562-5353.
Conclusion
Neither manual nor automated is universally better. A precision manual regulator like the MicroAir I delivers everything a stable, single-product extrusion line needs—hysteresis-free control, no calibration, and a 10–25 year service life. For lines that run bump tubing, frequent changeovers, or are integrating with PLC control, the MicroAir II or IV extends that same precision into a responsive, automatable system.
The downstream impact shows up in tubing dimensional consistency, scrap rates, and how much operator attention the line demands. To narrow down the right fit, consider where your line stands today:
- Single product, stable runs → MicroAir I manual regulator
- Frequent size or durometer changeovers → MicroAir II motorized option
- Full PLC integration or closed-loop control → MicroAir IV for automated diameter feedback
- Bump or taper tubing → motorized switching for fast, repeatable pressure transitions
OLC has served plastic tubing extruders for over 44 years, with manual and motorized MicroAir options built for lines at every stage of automation. If your application falls outside these scenarios, their technical team can help you work through the specifics.
Frequently Asked Questions
Which type of regulator has the most consistent outlet pressure?
Both achieve highly consistent outlet pressure. Manual regulators with hysteresis-free designs—like the MicroAir I—deliver extremely stable output during steady-state extrusion. Automated systems add the ability to maintain consistency across changing setpoints, making them the stronger choice when pressure targets shift mid-run.
What is the difference between manual and automatic pressure regulators?
Manual regulators require direct operator adjustment to change the output pressure setpoint. Automated systems use motor-driven actuators, contact-closure inputs, or analog voltage signals to adjust setpoints without physical intervention. In extrusion, the practical difference is whether a human needs to touch the regulator when production conditions change.
Can a manual pressure regulator be used in a closed-loop extrusion control system?
Yes. The MicroAir II accepts Air Up/Air Down contact-closure signals from OD gauges or PLCs, enabling closed-loop participation without replacing the regulator. The MicroAir IV goes further with a 0–10 VDC analog input for full programmatic control.
What pressure range is needed for internal air support in plastic tubing extrusion?
Free extrusion of plastic tubing typically operates at 0.5 to 5 inches of water column (0.018 to 0.18 psi), with medical micro-bore applications running below 1 inch of water. Standard industrial regulators aren't designed for this range; specialized units like the MicroAir are required for accurate control at these ultra-low pressures.
When should you upgrade from a manual to an automated pressure regulator?
Upgrade when the line runs bump or taper tubing, requires frequent mid-run pressure changes, or is being integrated with a PLC or centralized HMI. Manual adjustment in these situations introduces delay and scrap that automated control eliminates.
How does pressure regulation affect tubing OD consistency?
Internal air pressure directly controls tubing outside diameter as it exits the die and enters the cooling zone. Higher pressure expands the ID and OD; lower pressure allows contraction. Deviations beyond ±0.1 inches of water can cause dimensional drift, and spikes of even a few hundredths of an inch of water can push OD out of specification within seconds.